加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
大批量,小批量的机械加工*,公司本着“诚信为本,信誉至上”的经营理念,赢得了广大新老客户的一致认可与**。
公司拥有闽台及国产高精密CNC加工中心机台8台,其中1850大型电脑锣1台,850电脑锣2台,650电脑锣4台,24000转高速精雕机1台,车床5台。
同时公司拥有15年以上在本行业编程工作经验的高素质技术专业人员做后盾,为公司及客户解决加工上的技术难题。
同时,公司还可以配有钣金折弯,喷涂,铁氟龙,电镀,钝化处理,发黑,阳极氧化,丝印,组装为一体,一条龙服务于客户。
公司目前经营的业务主要包括五金外壳类,五金精密零配件,塑胶精密切削零配件及治具类加工,根据客户需求可以安排加工小批量的生产。
公司还有获得一般纳税人资格,可以开13%增值税。
欢迎各界人士来图报价及加工,我们会合理的价格,品质,服务,一定让您满意!
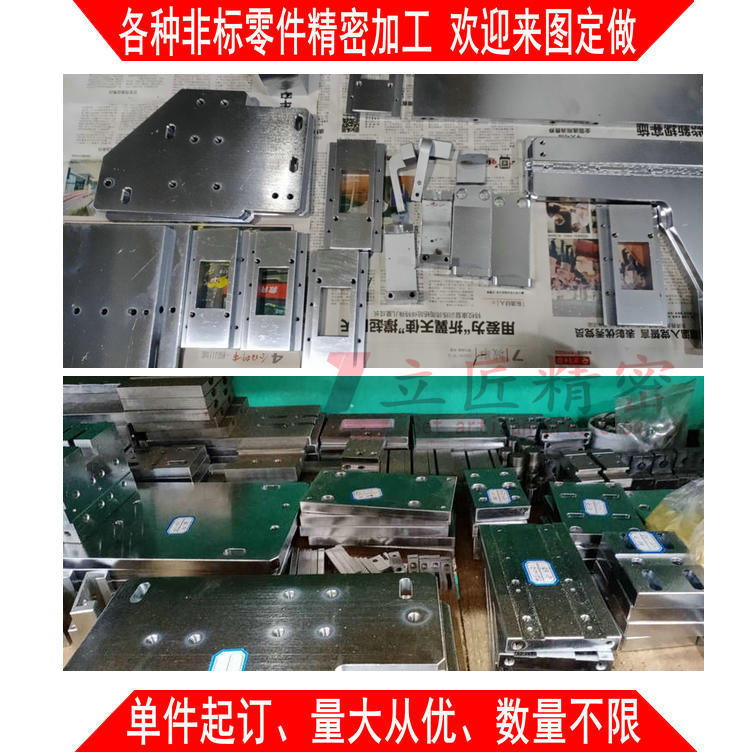
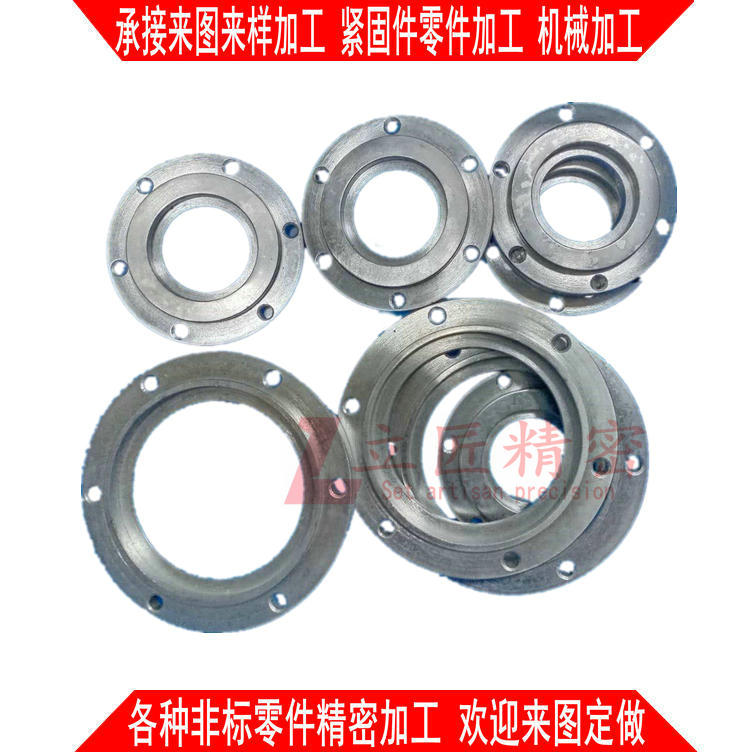
各类定制机械零件订制,非标机械零件订制,车铣磨锣零件加工
承接小量和批量的加工和生产
钣金件制作(折弯,焊接,激光刻字,线切割等)
铁件、铝件、铜件连带氧化、电镀、淬火加硬处理
可开普通和增值,税金另计
加工设备

加工设备
数车床、日本进口车铣复合机,激光雕刻机,数控雕刻机,折弯机,焊接机,普铣、磨床、火花机,线切割、深孔钻,CNC电脑走芯机,超声波清洗机等设备
金属类:铜HPB59-1、HPB62、不锈钢SU303、SUS304、SUS316、铝合金、钢、易车铁等。
非金属类:聚四氟乙烯、ABS、亚克力FR4、PE、PP、尼龙等各种塑胶.

影响精密零件加工精度的因素
众所周知,之所以精密零部件的加工被称为精密机械加工,正是因为其加工工序及工艺要求非常高,对产品的精度要求非常之高,而精密零部件的加工精度包含了位置的精度,尺寸的精度,形状的精度等,小编为我们总结了以下影响精密零件加工精度的因素:
(1)机床的主轴回转跳动能对零件的加工精度产生一定的误差。
(2)机床导轨的精度不准确也能导致精密零件加工工件形状的误差。
(3)传动部件也能导致工件加工产生误差,这也是工件表面误差产生的主要的因素。
(4)刀具,夹具种类的不同也会对加工工件的精度产生不同程度的影响。
(5)在加工切削的过程中由于受力点的位置发生变化会导致系统产生变形,从而产生差异,也能使工件的精度产生不同程度的误差。
(6)切削力度的大小不同,也会导致工件精度受影响。
(7)工艺系统受热变形导致的误差,机械加工过程中,工艺系统会在各种热源的作用下产生一定的热变形。
(7)工艺系统受热而产生的变形经常会导致工件的精度受到影响。
(8)机床受热而产生变形会导致工件产生变形。
(9)刀具受热变形会对工件产生很大的影响。
(10)工件本身受热变形,主要是在切削过程中受热产生变形。

精密零部件加工需遵循的原则有哪些
精密零部件加工需遵循的原则有哪些
1、基准**:即先加工基准面,零件在机械加工过程中,作为定位基准的外表应首先加工出来,以便尽快为后续工序的加工提供精基准。
2、划分加工阶段:机械加工质量请求高的外表,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了保证加工质量;有利于科学应用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,保证平面和孔的位置精度,而且对平面上的孔的加工带来方便。
4、光整加工:主要外表的光整加工,如研磨、珩磨、精磨、滚压加工等,应放在工艺路线末尾阶段。拟定精密零件加工工艺路线的一般原则,精密零件加工工艺规程的制定,大体可分为两个环节。
首先是拟定零件加工的工艺路线,然后再确定每一道工序的工序尺寸、所用设备和工艺装备以及切削规范、工时定额等。
-/gbaiieg/-
精密机械加工的窍门有哪些
机械零件加工行业是国民经济的支柱行业,具有非常可观的前景。在加工精密机械零件时,加工厂都会对加工工艺有许多的要求和规定,以保证出厂零件的合格率。那么大家知道精密机械加工的窍门有哪些吗?下面我们一起来看看吧!
精密机械加工窍门
将虎钳的钳口取掉,另加工两个M4的螺纹孔,将两块与钳口平齐厚1.5mm的钢板2,用铝埋头铆钉铆上厚0.8mm的硬黄铜板3将其用M4埋头螺钉1紧固到钳口上,形成经久耐用的软钳口。这样还可以保护五金零件不被夹坏,还具有互换性。
对于加紧工件有先定位再夹紧的说法,可是对于一个工件呢,先的夹紧再定位,因为夹紧时肯定会试工件变形,所以,应该先夹紧再定位,对于6点定位,找限制它的自由度。
http://1688laser.b2b168.com