加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
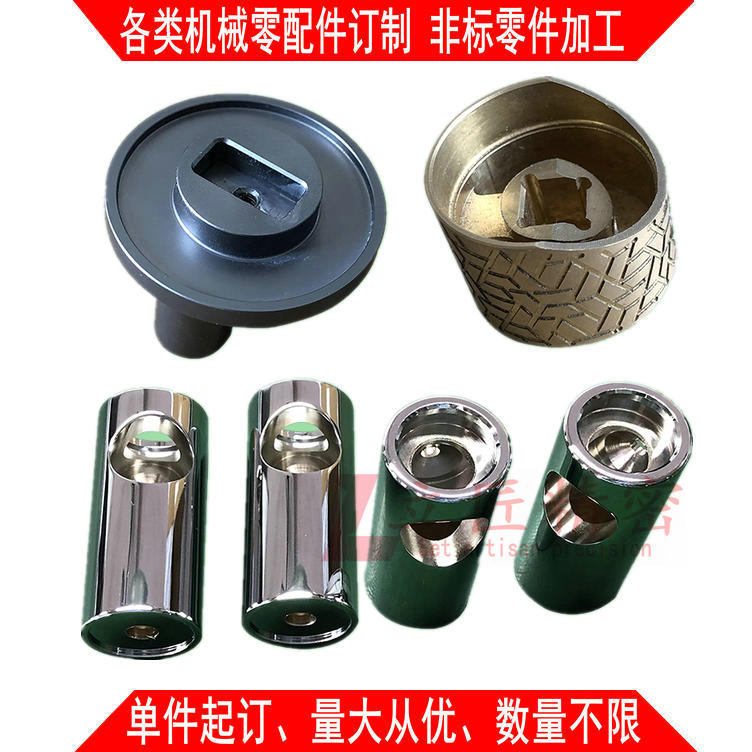
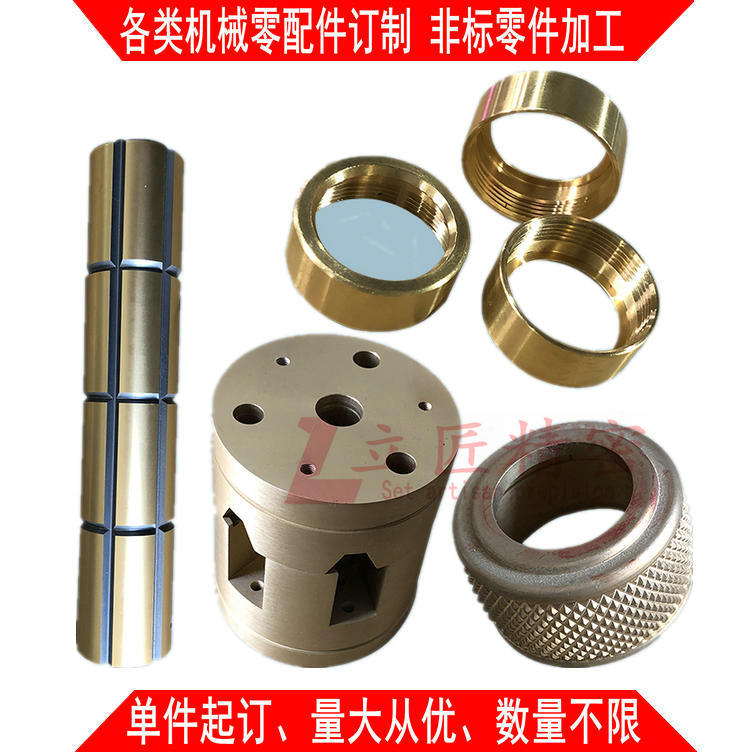
1. 我们是实体加工厂,专业从事机械加工制造服务,生产经验丰富,对外承接:CNC电脑锣车床精密加工,车铣复合,铣床,雕刻,线割,激光刻字,等各种非标零件,欢迎来图定做
2. 品质,质量佳,价格优:我们严格按照客户图纸精度要求加工,选用先进优良的加工设备.
3. 报价*,质量有保证:通过旺旺、电话、邮箱等联系方式,可及时与客户沟通报价,了解加工进度及出货时效,提供更好更快捷的售后服务。
精密零部件加工需遵循的原则有哪些
精密零部件加工需遵循的原则有哪些
1、基准**:即先加工基准面,零件在机械加工过程中,作为定位基准的外表应首先加工出来,以便尽快为后续工序的加工提供精基准。
2、划分加工阶段:机械加工质量请求高的外表,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了保证加工质量;有利于科学应用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,保证平面和孔的位置精度,而且对平面上的孔的加工带来方便。
4、光整加工:主要外表的光整加工,如研磨、珩磨、精磨、滚压加工等,应放在工艺路线末尾阶段。拟定精密零件加工工艺路线的一般原则,精密零件加工工艺规程的制定,大体可分为两个环节。
首先是拟定零件加工的工艺路线,然后再确定每一道工序的工序尺寸、所用设备和工艺装备以及切削规范、工时定额等。

步骤内容:
(1)分析研究产品的装配图和零件图。
(2)确定毛坯。
(3)拟定工艺路线,选择定位基面。
(4)确定各工序所采用的设备。
(5)确定各工序所采用的刀具、夹具、量具和工具。
(6)确定各主要工序的技术要求及检验方法。
(7)确定各工序的加工余量,计算工序尺寸和公差。
(8)确定切削用量。
(9)确定工时定额。

精密机械加工时应该注意哪些问题
数控机床在进行批量加工精密机械零件时,尤其要注意加工的精度,那么精密机械加公时应该注意哪些问题呢?下面由小编从以下三方面来给大家介绍下:
一、批量零件加工精度差,一般是由于安装调整时,各轴之间的进给动态根据误差没调好,或由于使用磨损后,机床各轴传动链有了变化。可经过重新调整及修改间隙补偿量来解决。
当动态跟踪误差过大而报警时,可检查:伺服电动机转速是否过高。位置检测元件是否良好。位置反馈电缆接插件是否接触良好。相应的模拟量输出锁存器、增益电位器是否良好。相应的伺服驱动装置是否正常。
二、机床运动时**调引起加工精度不好,可能是加、减速时间太短,可适当延长速度变化时间。也可能是伺服电动机与丝杠之间的连接松动或刚性太差,可适当减小位置环的增益。
三、两轴联动时的圆度**差
(1)圆的轴向变形
这种变形可能是机械未调整好造成的。轴的定位精度不好,或是丝杠间隙补偿不当,会导致过象**产生圆度误差。
(2)斜椭圆误差
这时应首先检查各轴的位置偏差值。如果偏差过大,可调整位置环增益来排除。然后检查旋转变压器或感应同步器的接口板是否调好,再检查机械传动副间隙是否太大,间隙补偿是否合适。
影响精密零件加工精度的因素
众所周知,之所以精密零部件的加工被称为精密机械加工,正是因为其加工工序及工艺要求非常高,对产品的精度要求非常之高,而精密零部件的加工精度包含了位置的精度,尺寸的精度,形状的精度等,小编为我们总结了以下影响精密零件加工精度的因素:
(1)机床的主轴回转跳动能对零件的加工精度产生一定的误差。
(2)机床导轨的精度不准确也能导致精密零件加工工件形状的误差。
(3)传动部件也能导致工件加工产生误差,这也是工件表面误差产生的主要的因素。
(4)刀具,夹具种类的不同也会对加工工件的精度产生不同程度的影响。
(5)在加工切削的过程中由于受力点的位置发生变化会导致系统产生变形,从而产生差异,也能使工件的精度产生不同程度的误差。
(6)切削力度的大小不同,也会导致工件精度受影响。
(7)工艺系统受热变形导致的误差,机械加工过程中,工艺系统会在各种热源的作用下产生一定的热变形。
(7)工艺系统受热而产生的变形经常会导致工件的精度受到影响。
(8)机床受热而产生变形会导致工件产生变形。
(9)刀具受热变形会对工件产生很大的影响。
(10)工件本身受热变形,主要是在切削过程中受热产生变形。
-/gbaiieg/-
精密零件加工如何预防磨损
精密零件加工厂常见的磨损类型主要包括跑合磨损、硬粒磨损、表面疲劳磨损、热状磨损、相变磨损和流体动力磨损这几种。
跑合磨损是机械在正常载荷、速度及润滑条件下出现的磨损,这种磨损一般发展较慢,短期内对加工质量影响不大。
硬粒磨损是由于零件本身掉落的磨粒或者由外界进入机床的硬粒,混入了加工区域,受到机械切削或研磨,引起零件的破坏,这对加工质量的影响是比较严重的。
精密零件加工厂表面疲劳磨损是机械在交变载荷的作用下,产生了微小裂纹或班点状凹坑,从而造成零件的损坏。这类磨损通常与压力大小、载荷特点、机件材料、尺寸等因素密切相关。
热状磨损是零件在摩擦过程中产生的热量作用在零件上,使零件有回火软化、灼化折皱等现象。这类磨损通常发生在高速和高压的滑动摩擦中,磨损的破坏性比较大,并伴有事故磨损的性质。
腐蚀磨损是一种化学作用,即化学腐蚀造成磨损。当零件表面与酸、碱、盐类液体或有害气体接触时,就会受到化学侵蚀,或零件表面与氧相结合生成易脱落的硬而脆的金属氧化物而使零件磨损。
相变磨损是零件长期在高温状态下工作,零件表面金属组织晶粒受热变大,晶界四周被氧化,产生了细小的间隙,使零件脆弱、耐磨性下降,从而造成的零件磨损。
http://1688laser.b2b168.com