加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
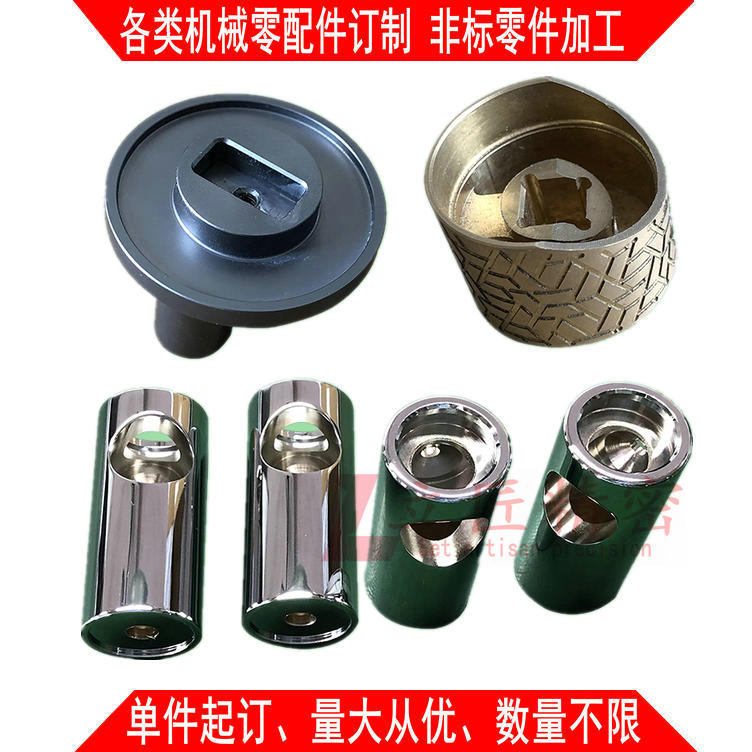
专注非标五金零件加工
1、专业提供精密数控车铣车零件加工,有专业操作师傅,交期短 质量好,贵公司有这方面业务需要,随时可与我公司联系,我们真诚为你们服务。
2、加工各内材料如;铜,铝,不锈钢,PVC,PE,ABS,POM,PC等各种材料加工
经营宗旨:品质高、价格优、交期短、服务好
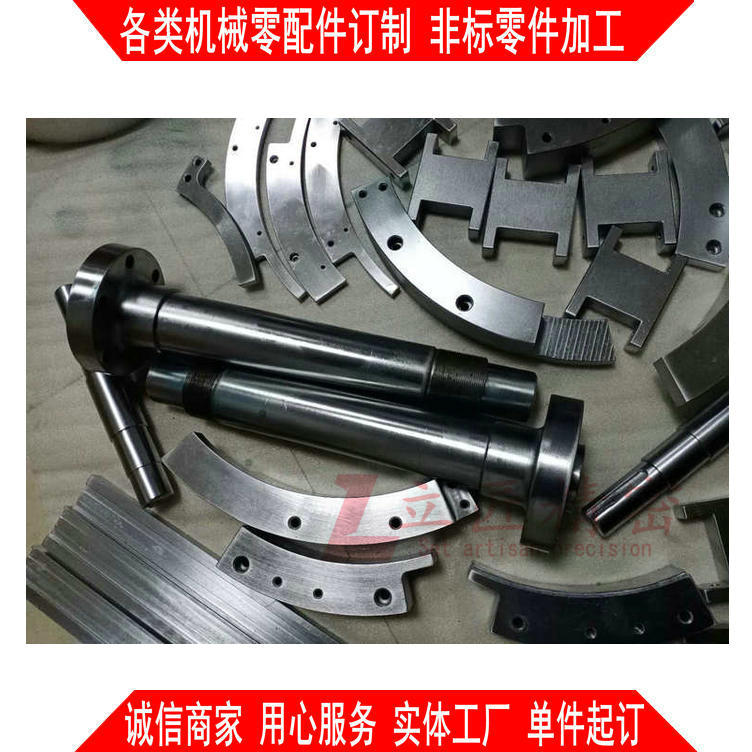
各类定制机械零件订制,非标机械零件订制,车铣磨锣零件加工
承接小量和批量的加工和生产
钣金件制作(折弯,焊接,激光刻字,线切割等)
铁件、铝件、铜件连带氧化、电镀、淬火加硬处理
可开普通和增值,税金另计
加工设备

影响精密零件加工精度的因素
众所周知,之所以精密零部件的加工被称为精密机械加工,正是因为其加工工序及工艺要求非常高,对产品的精度要求非常之高,而精密零部件的加工精度包含了位置的精度,尺寸的精度,形状的精度等,小编为我们总结了以下影响精密零件加工精度的因素:
(1)机床的主轴回转跳动能对零件的加工精度产生一定的误差。
(2)机床导轨的精度不准确也能导致精密零件加工工件形状的误差。
(3)传动部件也能导致工件加工产生误差,这也是工件表面误差产生的主要的因素。
(4)刀具,夹具种类的不同也会对加工工件的精度产生不同程度的影响。
(5)在加工切削的过程中由于受力点的位置发生变化会导致系统产生变形,从而产生差异,也能使工件的精度产生不同程度的误差。
(6)切削力度的大小不同,也会导致工件精度受影响。
(7)工艺系统受热变形导致的误差,机械加工过程中,工艺系统会在各种热源的作用下产生一定的热变形。
(7)工艺系统受热而产生的变形经常会导致工件的精度受到影响。
(8)机床受热而产生变形会导致工件产生变形。
(9)刀具受热变形会对工件产生很大的影响。
(10)工件本身受热变形,主要是在切削过程中受热产生变形。

业 务 范 围
1.专业设计绘图
2.各类机械零配件订制,非标零件加工,夹具治具,车铣磨锣零件加工
3.钣金件制作(折弯,焊接,激光刻字等)
4.金属表面处理工艺(普通阳极、硬质阳极、导电阳极、彩色阳极、发黑、镀铬、镀镍、镀铜、白锌、彩锌、热处理等工艺
5.可开增票及,税金另计。
主 加 工 设 备
数控车床、车铣复合,普铣、磨床、火花机,线切割、深孔钻,电脑锣(CNC),激光雕刻机,数控雕刻机,折弯机,焊接机,超声波清洗机等设备
加 工 材 料
金属类:黄铜,紫铜、不锈钢、铝合金、45号钢、40CR、易车铁、Q235等。
非金属类:FR4、PE、PP、POM、尼龙、聚四氟乙烯、ABS、亚克力等各种塑胶.
加 工 数 量
数量不限(1件也行),量大从优.
精密零部件加工需遵循的原则有哪些
精密零部件加工需遵循的原则有哪些
1、基准**:即先加工基准面,零件在机械加工过程中,作为定位基准的外表应首先加工出来,以便尽快为后续工序的加工提供精基准。
2、划分加工阶段:机械加工质量请求高的外表,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了保证加工质量;有利于科学应用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,保证平面和孔的位置精度,而且对平面上的孔的加工带来方便。
4、光整加工:主要外表的光整加工,如研磨、珩磨、精磨、滚压加工等,应放在工艺路线末尾阶段。拟定精密零件加工工艺路线的一般原则,精密零件加工工艺规程的制定,大体可分为两个环节。
首先是拟定零件加工的工艺路线,然后再确定每一道工序的工序尺寸、所用设备和工艺装备以及切削规范、工时定额等。
-/gbaiieg/-
当内六角扳手1柄短,不能着力时,可将内径比扳手略大一点的管从一段铣槽将扳手插入槽内,可当作长柄。
皮带轮传动时,皮带轮经常和轮轴之间打滑,在轮轴上用¢15~18mm划窝钻头划一系列窝,这样可以形成吸附力,防止打滑,变废为宝,老板会奖励的。
用磁铁吸取小零件(费件)吸和取都不方便,可在磁铁1的下面吸一个铁板2,不但可以吸很多小件,而且将铁板拉开,小件会立即自动倾入收集箱内,不足以打动心,但很实用。
以上就是机械零件加工厂想和大家分享的关于精密机械加工的窍门有哪些,希望可以对大家有所帮
http://1688laser.b2b168.com