加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
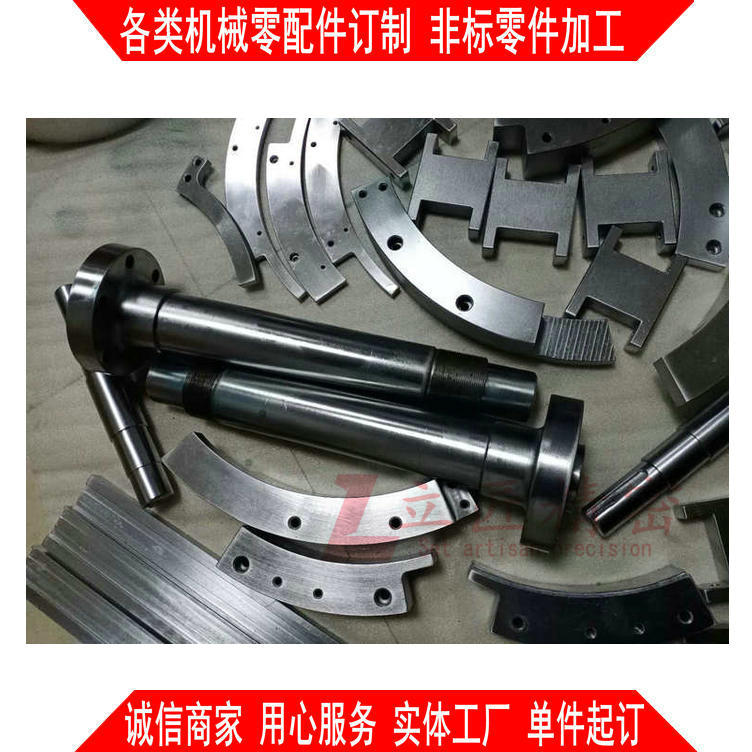
专注非标五金零件加工
1、专业提供精密数控车铣车零件加工,有专业操作师傅,交期短 质量好,贵公司有这方面业务需要,随时可与我公司联系,我们真诚为你们服务。
2、加工各内材料如;铜,铝,不锈钢,PVC,PE,ABS,POM,PC等各种材料加工
经营宗旨:品质高、价格优、交期短、服务好
随着现代机械加工的快速发展,机械加工技术快速发展,慢慢的涌现出了许多先进的机械加工技术方法,比如微型机械加工技术、快速成形技术、精密**精密加工技术等。
微型机械加工技术
机械产品
机械产品
随着微/纳米科学与技术(Micro/Nano Science and Technology)的发展,以本身形状尺寸微小或操作尺度较小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱工作环境和对象的特点,在航空航天、精密仪器、生物等领域有着广阔的应用潜力,并成为纳米技术研究的重要手段,因而受到高度重视并被列为21世纪关键技术**。 [3]
快速成形机械加工技术
快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术以及CAD技术等现代的科技成果,是现代先进机械加工技术的重要组成部分。 [4]
精密**精密机械加工技术
精密和**精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得较高的尺寸、形位精度,而且要求获得较高的表面质量。正是在这样的市场需求下,**精密加工技术得到了*的发展,各种工艺、新方法不断涌现。

工步是在加工表面不变、加工工具不变、切削用量不变的条件下
走刀又叫工作行程,是加工工具在加工表面上加工一次所完成的工步。 [1]
制定机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序名称及其加工顺序的简略工艺过程,称为工艺路线。
工艺路线的拟定是制定工艺过程的总体布局,主要任务是选择各个表面的加工方法,确定各个表面的加工顺序,以及整个工艺过程中工序数目的多少等。工艺路线拟定须遵循一定的原则。
生产类型
生产类型通常分为三类:
1.单件生产:单个地生产不同结构和不同尺寸的产品,并且很少重复。
2.批量生产:一年中分批地制造相同的产品,制造过程有一定的重复性。
批量生产的零件
批量生产的零件
3.大批量生产:产品的制造数量很大,大多数工作地点经常是重复进行某一个零件的某一道工序的加工。

精密机械加工时应该注意哪些问题
数控机床在进行批量加工精密机械零件时,尤其要注意加工的精度,那么精密机械加公时应该注意哪些问题呢?下面由小编从以下三方面来给大家介绍下:
一、批量零件加工精度差,一般是由于安装调整时,各轴之间的进给动态根据误差没调好,或由于使用磨损后,机床各轴传动链有了变化。可经过重新调整及修改间隙补偿量来解决。
当动态跟踪误差过大而报警时,可检查:伺服电动机转速是否过高。位置检测元件是否良好。位置反馈电缆接插件是否接触良好。相应的模拟量输出锁存器、增益电位器是否良好。相应的伺服驱动装置是否正常。
二、机床运动时**调引起加工精度不好,可能是加、减速时间太短,可适当延长速度变化时间。也可能是伺服电动机与丝杠之间的连接松动或刚性太差,可适当减小位置环的增益。
三、两轴联动时的圆度**差
(1)圆的轴向变形
这种变形可能是机械未调整好造成的。轴的定位精度不好,或是丝杠间隙补偿不当,会导致过象**产生圆度误差。
(2)斜椭圆误差
这时应首先检查各轴的位置偏差值。如果偏差过大,可调整位置环增益来排除。然后检查旋转变压器或感应同步器的接口板是否调好,再检查机械传动副间隙是否太大,间隙补偿是否合适。
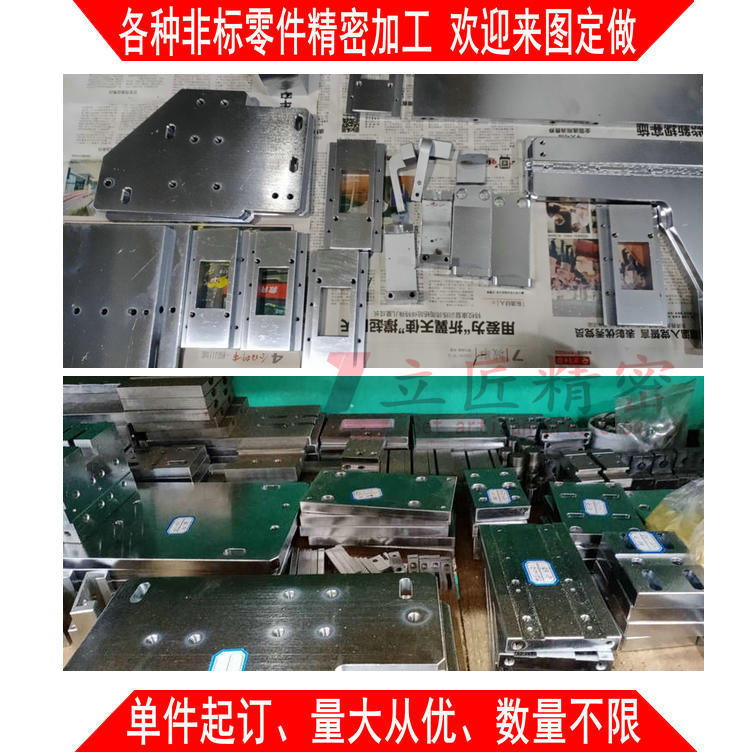
各类定制机械零件订制,非标机械零件订制,车铣磨锣零件加工
承接小量和批量的加工和生产
钣金件制作(折弯,焊接,激光刻字,线切割等)
铁件、铝件、铜件连带氧化、电镀、淬火加硬处理
可开普通和增值,税金另计
加工设备
-/gbaiieg/-
精密机械零件加工的特点以及前景
精密机械加工行业一直是劳动密集、资金密集和技术密集型行业,行业门槛较高,一般的企业哪怕建立但达不到一定规模,也难以产生利润。大型企业可以通过大规模的采购和生产,通过业务协调降低成本,建利一个区域的销售市场,覆盖不同地区和不**业的产品。因此精密机械加工行业具有较大的恒强,未来这个行业方面主要以一体化,区域一体化,产业链一体化和一体化为主。
其中,区域一体化是同一地区的精密加工企业联合在一起的,所以可以把重点放在政策和管理优势的应用上,产生很好的协同合作效应。产业链一体化是机加工行业联合起来的单一功能,或下游制造企业可与关键零部件供应商一起配合,解决复杂零部件面临的技术瓶颈;整合是引入汽车、军事等合作伙伴,以更精准地把握下游需求,开发针对性产品,减少研发过程中不必要的损失。
精密零部件加工的工序有着较为严格的要求,加工时稍有不慎就会导致工件误差**出公差范围,需要重新加工,或是宣布毛坯报废,的提高了生产的成本。因此,今天讲讲精密零部件加工有哪些要求,能够帮助我们提高生产效率。 首先是尺寸方面的要求,一定要严格遵循图纸的形位公差要求进行加工。虽然企业加工生产的零部件在实际上与图纸的尺寸不会一模一样,但实际尺寸在理论尺寸的公差范围内,都属于合格产品,是能够使用的零件。
其次设备方面的要求,粗、精加工应使用不同性能的设备进行。由于粗加工过程是将毛坯大部分的部位进行切削,工件在进给量大、切削深度大的情况下会产生大量的内应力,这时候便不能再进行精加工。工件在一定时间后进行精加工工序时,应在较高精度的机床上工作,这样工件才能够达到很高的精度。
再次精密零部件的加工常常有表面处理及热处理的工序,表面处理应放在精密机械加工后。并且在精密机械加工过程中,应考虑留有表面处理后的薄层厚度。热处理是为了改善金属的切削性能,因此需要放在机加工前进行。以上便是精密零部件加工需要遵循的几点要求。
http://1688laser.b2b168.com