加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
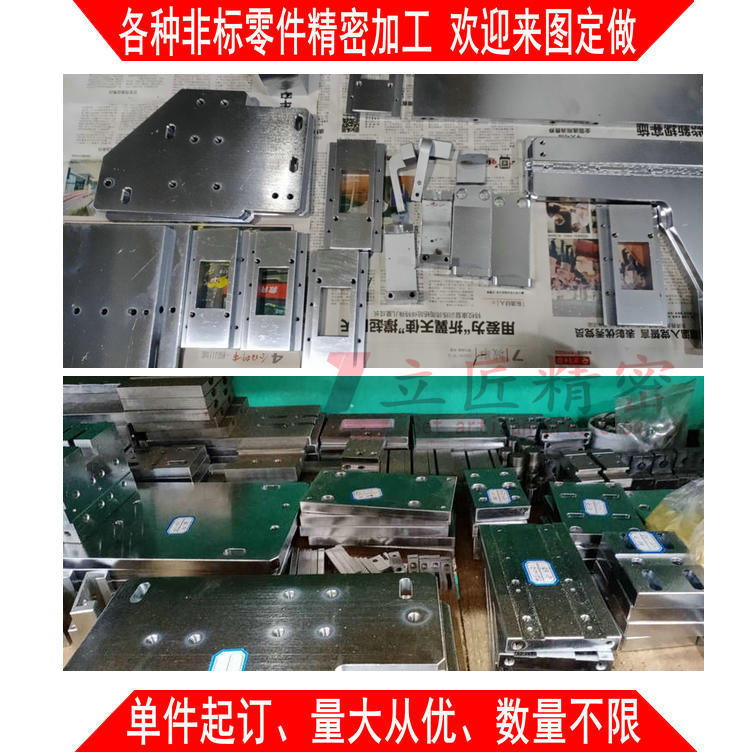
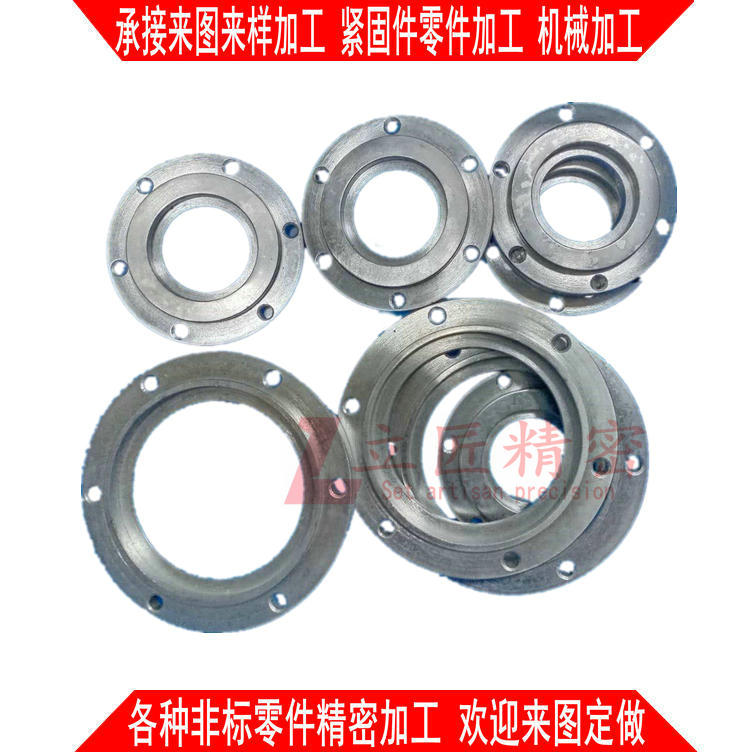
1. 我们是实体加工厂,专业从事机械加工制造服务,生产经验丰富,对外承接:CNC电脑锣车床精密加工,车铣复合,铣床,雕刻,线割,激光刻字,等各种非标零件,欢迎来图定做
2. 品质,质量佳,价格优:我们严格按照客户图纸精度要求加工,选用先进优良的加工设备.
3. 报价*,质量有保证:通过旺旺、电话、邮箱等联系方式,可及时与客户沟通报价,了解加工进度及出货时效,提供更好更快捷的售后服务。
由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是直径上的加工余量之半。平面的加工余量则是单边余量,它等于实际所切除的金属层厚度。在工件上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面缺陷,如铸件表面冷硬层、气孔、夹砂层,锻件表面的氧化皮、脱碳层、表面裂纹,切削加工后的内应力层和表面粗糙度等。从而提高工件的精度和表面粗糙度。加工余量的大小对加工质量和生产效率均有较大影响。加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量尽可能小。一般说来,越是精加工,工序余量越小。

机械零件是由若干个表面组成的,研究零件表面的相对关系,必须确定一个基准,基准是零件上用来确定其它点、线、面的位置所依据的点、线、面。根据基准的不同功能,基准可分为设计基准和工艺基准两类。
分类
设计基准:在零件图上用以确定其它点、线、面位置的基准,称为设计基准。
工艺基准:零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同又分为装配基准、测量基准及定位基准。
(1)装配基准:装配时用以确定零件在部件或产品中的位置的基准,称为装配基准。
(2)测量基准:用以检验已加工表面的尺寸及位置的基准,称为测量基准。
(3)定位基准:加工时工件定位所用的基准,称为定位基准。作为定位基准的表面(或线、点),在道工序中只能选择未加工的毛坯表面,这种定位表面称粗基准.在以后的各个工序中就可采用已加工表面作为定位基准,这种定位表面称精基准。
加工设备
数车床、日本进口车铣复合机,激光雕刻机,数控雕刻机,折弯机,焊接机,普铣、磨床、火花机,线切割、深孔钻,CNC电脑走芯机,超声波清洗机等设备
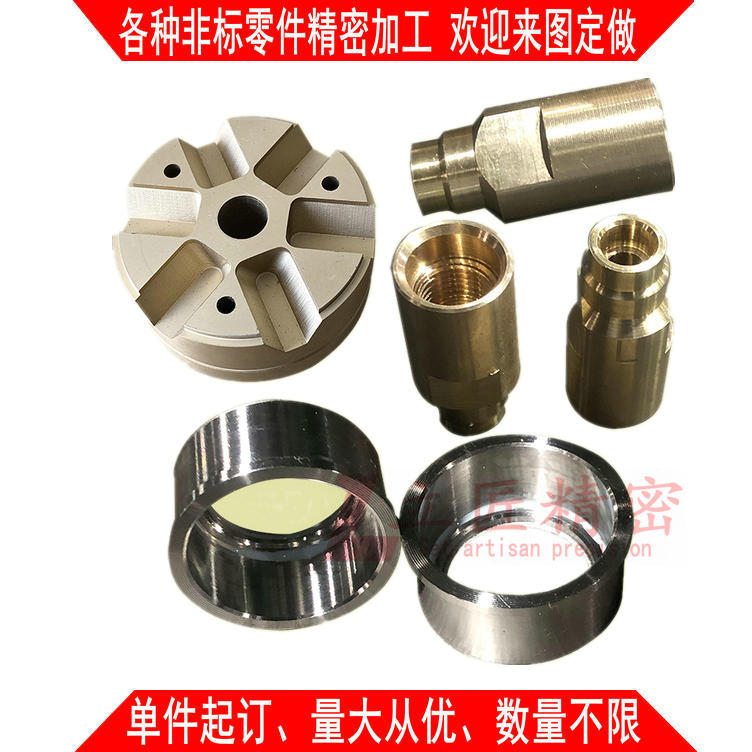
金属类:铜HPB59-1、HPB62、不锈钢SU303、SUS304、SUS316、铝合金、钢、易车铁等。
非金属类:聚四氟乙烯、ABS、亚克力FR4、PE、PP、尼龙等各种塑胶.

机器的生产过程是指从原材料(或半成品)制成产品的全部过程。对机器生产而言包括原材料的运输和保存,生产的准备,毛坯的制造,零件的加工和热处理,产品的装配、及调试,油漆和包装等内容。生产过程的内容十分广泛,现代企业用系统工程学的原理和方法组织生产和指导生产,将生产过程看成是一个具有输入和输出的生产系统。
在生产过程中,凡是改变生产对象的形状、尺寸、位置和性质等,使其成为成品或者半成品的过程称为工艺过程。它是生产过程的主要部分。工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、装配等工艺过程,机械制造工艺过程一般是指零件的机械加工工艺过程和机器的装配工艺过程的总和,其他过程则称为过程,例如运输、保管、动力供应、设备维修等。工艺过程又是由一个或若干个顺序排列的工序组成的,一个工序由有若干个工步组成。
工序是组成机械加工工艺过程的基本单元。所谓工序是指一个(或一组)工人,在一台机床上(或一个工作地点),对同一工件(或同时对几个工件)所连续完成的那一部分工艺过程。构成一个工序的主要特点是不改变加工对象、设备和操作者,而且工序的内容是连续完成的
-/gbaiieg/-
为了减少机械加工误差,需对产生误差的各项原始误差进行分析,根据不同情况对造成加工误差的主要原始误差采取不同的措施。施工图纸的多方位考虑是基本的。一个好的机械设计产品,必须有非常精确且多方面考虑的意识在里面。将原始误差降到。
尽努力提升加工机械产品时用到的机床、夹具以及量具等部件的几何精度,并对工艺系统中因受热、切削力以及内应力所引起的变形进行控制等都属于减少原始误差的手段。对那些精密零件进行加工过程中,为了减少原始误差,应竭尽全力来提升精密机床的刚度及精度。此外还有两个为巧妙地方法:转移原始误差和误差补偿法。
转移原始误差,实质上就是要将原始误差从误差敏感方向转移到误差非敏感方向上去。各种原始误差反映到零件加工误差上的程度与其是否在误差敏感方向上有着直接的关系。如果在加工过程中能够设法将原始误差转移到加工误差的非敏感方向,则可提高加工精度。
对工艺系统的一些原始误差,可以采取误差补偿的方法来控制其对零件加工误差的影响;实施误差补偿,就是要人为地制造出一种新的原始误差,从而补偿或抵消原来工艺系统中固有的原始误差,以达到减少加工误差、提高加工精度的目的。
http://1688laser.b2b168.com