加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
立匠精密是一家集设计、开发、制造、内销外贸服务为一体的机械制造企业。
目前以承接机械零部件加工为主,主要加工设备有:东芝大型立车、6轴5联动落地镗铣加工中心、单立柱立式车铣复合加工中心、东芝龙门五面体加工中心、丰田卧式双工位加工中心、曼德利立卧转换五面体加工中心、现代卧式镗铣加工中心、数控龙门铣床、镗床、龙门刨床,平面磨床等,设备共计40多台,因此本厂具备承接大批量加工的生产能力,为客户提供足够的生产供给。
本厂严格按照新的ISO9001-2008质量体系进行质量管理,本着全心全意为客户服务,真诚地期待与各界朋友建立长期的合作关系。经过多年的发展,立匠精密的诚信、实力和产品质量获得业界的普遍认可,欢迎各界朋友莅临参观、指导和来图定制加工等业务洽谈。
立匠精密与您共创辉煌.
业 务 范 围
1.专业设计绘图
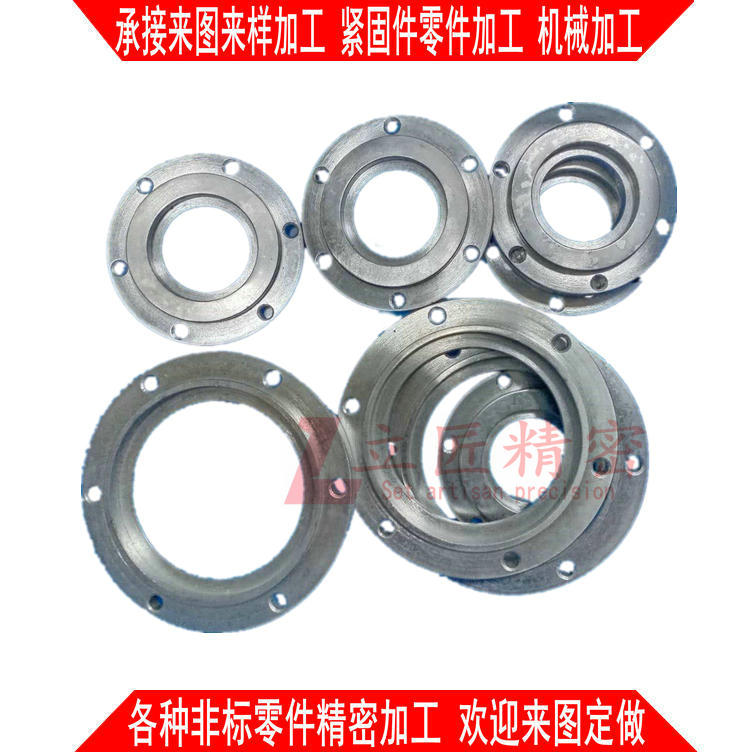
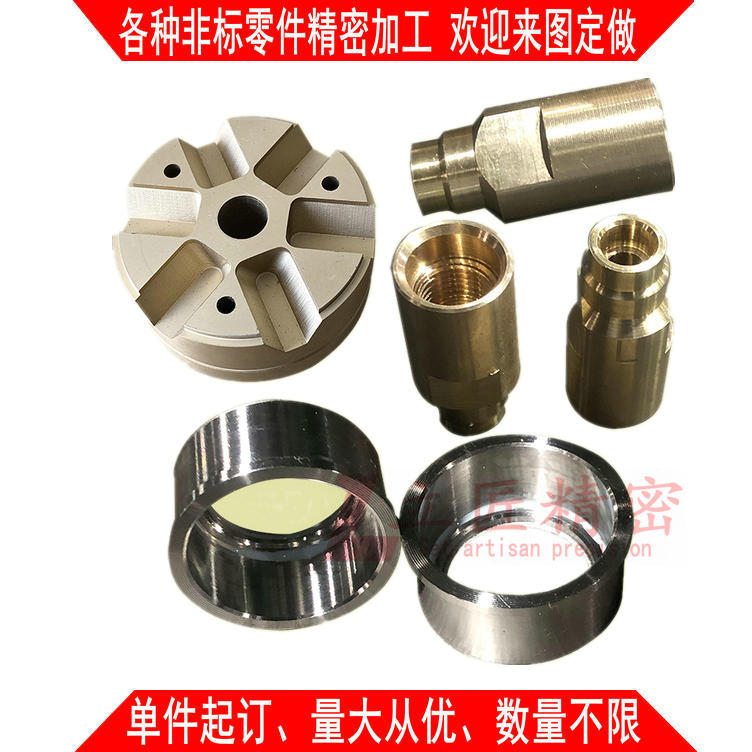
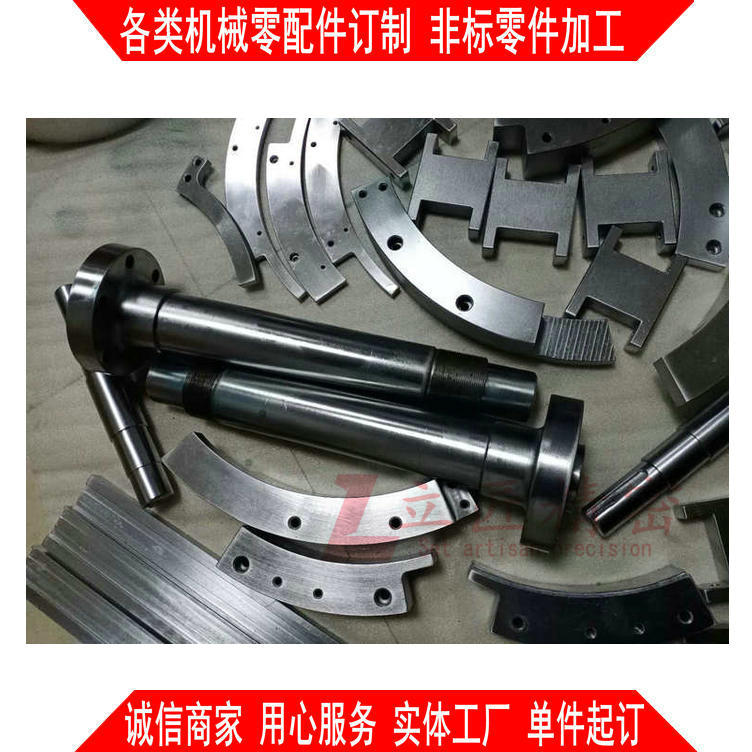
2.各类机械零配件订制,非标零件加工,夹具治具,车铣磨锣零件加工
3.钣金件制作(折弯,焊接,激光刻字等)
4.金属表面处理工艺(普通阳极、硬质阳极、导电阳极、彩色阳极、发黑、镀铬、镀镍、镀铜、白锌、彩锌、热处理等工艺
5.可开增票及,税金另计。
主 加 工 设 备
数控车床、车铣复合,普铣、磨床、火花机,线切割、深孔钻,电脑锣(CNC),激光雕刻机,数控雕刻机,折弯机,焊接机,超声波清洗机等设备
加 工 材 料
金属类:黄铜,紫铜、不锈钢、铝合金、45号钢、40CR、易车铁、Q235等。
非金属类:FR4、PE、PP、POM、尼龙、聚四氟乙烯、ABS、亚克力等各种塑胶.
加 工 数 量
数量不限(1件也行),量大从优.

工步是在加工表面不变、加工工具不变、切削用量不变的条件下
走刀又叫工作行程,是加工工具在加工表面上加工一次所完成的工步。 [1]
制定机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序名称及其加工顺序的简略工艺过程,称为工艺路线。
工艺路线的拟定是制定工艺过程的总体布局,主要任务是选择各个表面的加工方法,确定各个表面的加工顺序,以及整个工艺过程中工序数目的多少等。工艺路线拟定须遵循一定的原则。
生产类型
生产类型通常分为三类:
1.单件生产:单个地生产不同结构和不同尺寸的产品,并且很少重复。
2.批量生产:一年中分批地制造相同的产品,制造过程有一定的重复性。
批量生产的零件
批量生产的零件
3.大批量生产:产品的制造数量很大,大多数工作地点经常是重复进行某一个零件的某一道工序的加工。
由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是直径上的加工余量之半。平面的加工余量则是单边余量,它等于实际所切除的金属层厚度。在工件上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面缺陷,如铸件表面冷硬层、气孔、夹砂层,锻件表面的氧化皮、脱碳层、表面裂纹,切削加工后的内应力层和表面粗糙度等。从而提高工件的精度和表面粗糙度。加工余量的大小对加工质量和生产效率均有较大影响。加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量尽可能小。一般说来,越是精加工,工序余量越小。

机器的生产过程是指从原材料(或半成品)制成产品的全部过程。对机器生产而言包括原材料的运输和保存,生产的准备,毛坯的制造,零件的加工和热处理,产品的装配、及调试,油漆和包装等内容。生产过程的内容十分广泛,现代企业用系统工程学的原理和方法组织生产和指导生产,将生产过程看成是一个具有输入和输出的生产系统。
在生产过程中,凡是改变生产对象的形状、尺寸、位置和性质等,使其成为成品或者半成品的过程称为工艺过程。它是生产过程的主要部分。工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、装配等工艺过程,机械制造工艺过程一般是指零件的机械加工工艺过程和机器的装配工艺过程的总和,其他过程则称为过程,例如运输、保管、动力供应、设备维修等。工艺过程又是由一个或若干个顺序排列的工序组成的,一个工序由有若干个工步组成。
工序是组成机械加工工艺过程的基本单元。所谓工序是指一个(或一组)工人,在一台机床上(或一个工作地点),对同一工件(或同时对几个工件)所连续完成的那一部分工艺过程。构成一个工序的主要特点是不改变加工对象、设备和操作者,而且工序的内容是连续完成的
-/gbaiieg/-
精密零件加工如何预防磨损
精密零件加工厂常见的磨损类型主要包括跑合磨损、硬粒磨损、表面疲劳磨损、热状磨损、相变磨损和流体动力磨损这几种。
跑合磨损是机械在正常载荷、速度及润滑条件下出现的磨损,这种磨损一般发展较慢,短期内对加工质量影响不大。
硬粒磨损是由于零件本身掉落的磨粒或者由外界进入机床的硬粒,混入了加工区域,受到机械切削或研磨,引起零件的破坏,这对加工质量的影响是比较严重的。
精密零件加工厂表面疲劳磨损是机械在交变载荷的作用下,产生了微小裂纹或班点状凹坑,从而造成零件的损坏。这类磨损通常与压力大小、载荷特点、机件材料、尺寸等因素密切相关。
热状磨损是零件在摩擦过程中产生的热量作用在零件上,使零件有回火软化、灼化折皱等现象。这类磨损通常发生在高速和高压的滑动摩擦中,磨损的破坏性比较大,并伴有事故磨损的性质。
腐蚀磨损是一种化学作用,即化学腐蚀造成磨损。当零件表面与酸、碱、盐类液体或有害气体接触时,就会受到化学侵蚀,或零件表面与氧相结合生成易脱落的硬而脆的金属氧化物而使零件磨损。
相变磨损是零件长期在高温状态下工作,零件表面金属组织晶粒受热变大,晶界四周被氧化,产生了细小的间隙,使零件脆弱、耐磨性下降,从而造成的零件磨损。
http://1688laser.b2b168.com