加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
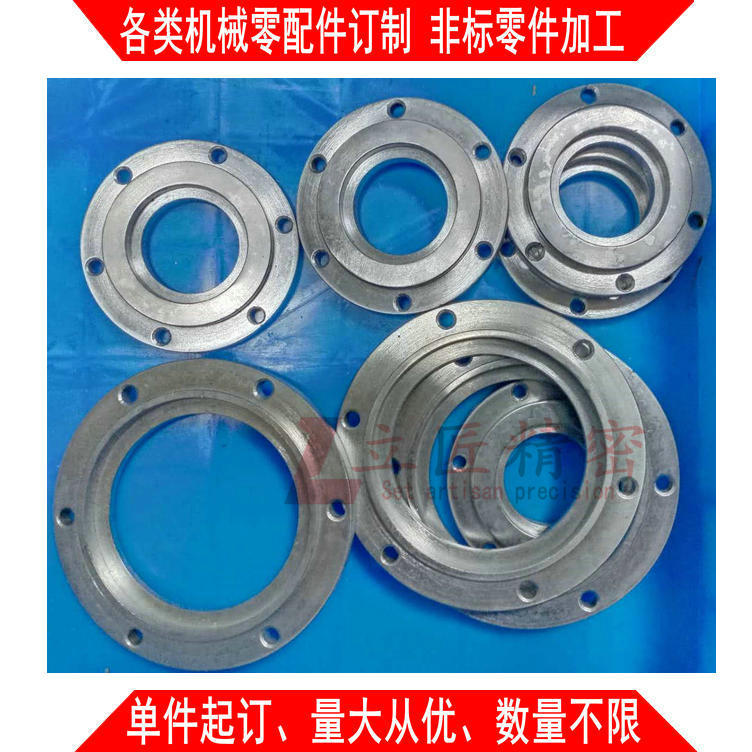
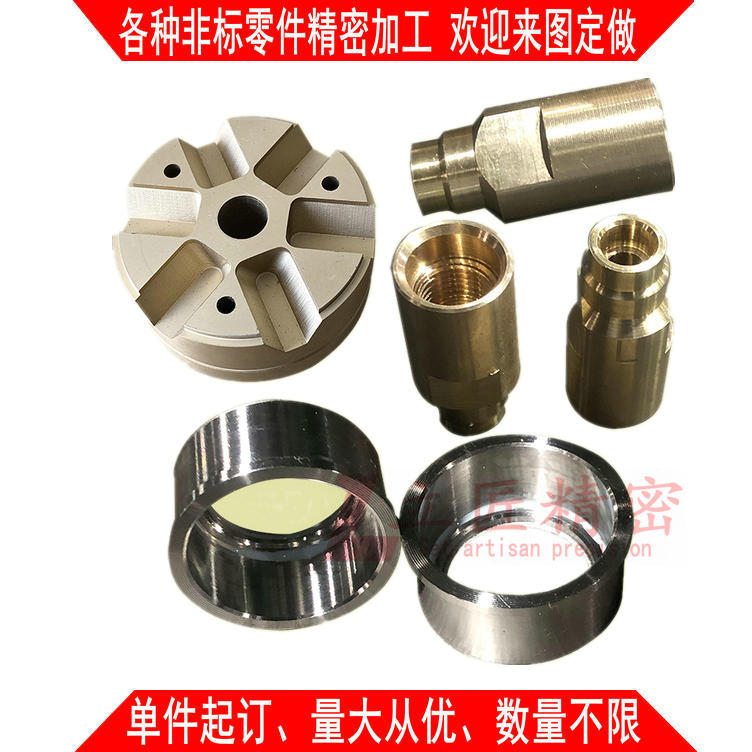
立匠精密是一家专业从事精密机械零件加工,非标自动化机器零件,加工工装治具等设计开发和生产的专业化公司, 为精密灯饰、汽车、手机手表、航天**设备、设备、电子检查设备、光电通信设备、办公自动化设备提供各类精密机械零件加工和工装治具加工的高科技型企业, 在高精度的铝合金、铜、不锈钢、工程塑料等曲面、异型、空间型孔零件加工, 轴类零件加工, 光电半导体设备零件加工等方面拥有丰富的经验。
公司目前 拥有各类中技工三十多人,配备CNC加工中心、CNC车床、铣床、钻床、高精度磨床、日本高精度2.5次元、投影仪等生产及检测设备,擅长CNC车及CNC加工中心等精密零件批量加工, 亦可以配合客户的少量多样化、短交期化要求, *反, 应以优质低成本的产品提供给客户。
公司一贯秉乘“质量、信誉、客户”的经营方针,以“客户满意”为目标,“诚信、品质、高效、专业”的工作理念。
影响精密零件加工精度的因素
众所周知,之所以精密零部件的加工被称为精密机械加工,正是因为其加工工序及工艺要求非常高,对产品的精度要求非常之高,而精密零部件的加工精度包含了位置的精度,尺寸的精度,形状的精度等,小编为我们总结了以下影响精密零件加工精度的因素:
(1)机床的主轴回转跳动能对零件的加工精度产生一定的误差。
(2)机床导轨的精度不准确也能导致精密零件加工工件形状的误差。
(3)传动部件也能导致工件加工产生误差,这也是工件表面误差产生的主要的因素。
(4)刀具,夹具种类的不同也会对加工工件的精度产生不同程度的影响。
(5)在加工切削的过程中由于受力点的位置发生变化会导致系统产生变形,从而产生差异,也能使工件的精度产生不同程度的误差。
(6)切削力度的大小不同,也会导致工件精度受影响。
(7)工艺系统受热变形导致的误差,机械加工过程中,工艺系统会在各种热源的作用下产生一定的热变形。
(7)工艺系统受热而产生的变形经常会导致工件的精度受到影响。
(8)机床受热而产生变形会导致工件产生变形。
(9)刀具受热变形会对工件产生很大的影响。
(10)工件本身受热变形,主要是在切削过程中受热产生变形。

由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是直径上的加工余量之半。平面的加工余量则是单边余量,它等于实际所切除的金属层厚度。在工件上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面缺陷,如铸件表面冷硬层、气孔、夹砂层,锻件表面的氧化皮、脱碳层、表面裂纹,切削加工后的内应力层和表面粗糙度等。从而提高工件的精度和表面粗糙度。加工余量的大小对加工质量和生产效率均有较大影响。加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量尽可能小。一般说来,越是精加工,工序余量越小。

机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺流程。比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。
机械加工工艺就是在流程的基础上,改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品,是每个步骤,每个流程的详细说明,比如,上面说的,粗加工可能包括毛坯制造,打磨等等,精加工可能分为车,钳工,铣床,等等,每个步骤就要有详细的数据了,比如粗糙度要达到多少,公差要达到多少。
技术人员根据产品数量、设备条件和工人素质等情况,确定采用的工艺过程,并将有关内容写成工艺文件,这种文件就称工艺规程。这个就比较有针对性了。每个厂都可能不太一样,因为实际情况都不一样。
总的来说,工艺流程是纲领,加工工艺是每个步骤的详细参数,工艺规程是某个厂根据实际情况编写的特定的加工工艺。
机械加工工艺流程
机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。

精密零部件加工需遵循的原则有哪些
精密零部件加工需遵循的原则有哪些
1、基准**:即先加工基准面,零件在机械加工过程中,作为定位基准的外表应首先加工出来,以便尽快为后续工序的加工提供精基准。
2、划分加工阶段:机械加工质量请求高的外表,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了保证加工质量;有利于科学应用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,保证平面和孔的位置精度,而且对平面上的孔的加工带来方便。
4、光整加工:主要外表的光整加工,如研磨、珩磨、精磨、滚压加工等,应放在工艺路线末尾阶段。拟定精密零件加工工艺路线的一般原则,精密零件加工工艺规程的制定,大体可分为两个环节。
首先是拟定零件加工的工艺路线,然后再确定每一道工序的工序尺寸、所用设备和工艺装备以及切削规范、工时定额等。
-/gbaiieg/-
大型机械加工使用不同材质的优势有哪些
大型机械加工在进行操作的过程中为了符合其客户技术要求的工件,在进行使用时必须要将工件有效的定位在机床的某个固定的位置,在进行使用时为了避免工件在机械加工过程中受到切削力、重力等外力影响而进行位移,就必须采用一定的夹具将工件进行夹紧,使其固定的位置保持不变。大型机械加工使用不同材质的优势有哪些?
大型机械加工采用Q235A(A3钢)的优势
大型机械加工在进行操作时其主要的优势在一定层度上就会具有较高的塑性、韧性以及焊接性能,整个产品具有一定的冲压性能和冷弯性能,在进行使用时主要是用于要求不高的机械零部件和焊接结构件中,比如其拉杆、连杆、销、轴、螺钉、螺母、支架、底座等。
大型机械加工采用40Cr的优势
大型机械加工在进行调质处理过后在一定程度上就会具有非常良好的综合力学性能以及低温冲击韧度及低的缺口敏感性,良好的淬透性。油冷时可得较高的强度,水冷时零件*产生裂纹。回火或调质后切削加工性好,但焊接性不好,易产生裂纹。
http://1688laser.b2b168.com