加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
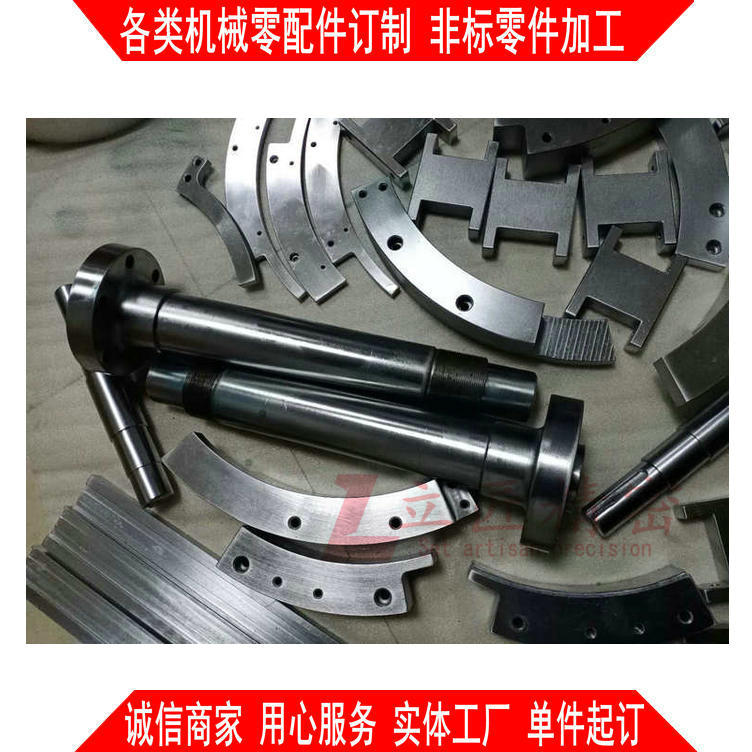
立匠精密是一家集设计、开发、制造、内销外贸服务为一体的机械制造企业。
目前以承接机械零部件加工为主,主要加工设备有:东芝大型立车、6轴5联动落地镗铣加工中心、单立柱立式车铣复合加工中心、东芝龙门五面体加工中心、丰田卧式双工位加工中心、曼德利立卧转换五面体加工中心、现代卧式镗铣加工中心、数控龙门铣床、镗床、龙门刨床,平面磨床等,设备共计40多台,因此本厂具备承接大批量加工的生产能力,为客户提供足够的生产供给。
本厂严格按照新的ISO9001-2008质量体系进行质量管理,本着全心全意为客户服务,真诚地期待与各界朋友建立长期的合作关系。经过多年的发展,立匠精密的诚信、实力和产品质量获得业界的普遍认可,欢迎各界朋友莅临参观、指导和来图定制加工等业务洽谈。
立匠精密与您共创辉煌.
精密机械加工时应该注意哪些问题
数控机床在进行批量加工精密机械零件时,尤其要注意加工的精度,那么精密机械加公时应该注意哪些问题呢?下面由小编从以下三方面来给大家介绍下:
一、批量零件加工精度差,一般是由于安装调整时,各轴之间的进给动态根据误差没调好,或由于使用磨损后,机床各轴传动链有了变化。可经过重新调整及修改间隙补偿量来解决。
当动态跟踪误差过大而报警时,可检查:伺服电动机转速是否过高。位置检测元件是否良好。位置反馈电缆接插件是否接触良好。相应的模拟量输出锁存器、增益电位器是否良好。相应的伺服驱动装置是否正常。
二、机床运动时**调引起加工精度不好,可能是加、减速时间太短,可适当延长速度变化时间。也可能是伺服电动机与丝杠之间的连接松动或刚性太差,可适当减小位置环的增益。
三、两轴联动时的圆度**差
(1)圆的轴向变形
这种变形可能是机械未调整好造成的。轴的定位精度不好,或是丝杠间隙补偿不当,会导致过象**产生圆度误差。
(2)斜椭圆误差
这时应首先检查各轴的位置偏差值。如果偏差过大,可调整位置环增益来排除。然后检查旋转变压器或感应同步器的接口板是否调好,再检查机械传动副间隙是否太大,间隙补偿是否合适。

机器的生产过程是指从原材料(或半成品)制成产品的全部过程。对机器生产而言包括原材料的运输和保存,生产的准备,毛坯的制造,零件的加工和热处理,产品的装配、及调试,油漆和包装等内容。生产过程的内容十分广泛,现代企业用系统工程学的原理和方法组织生产和指导生产,将生产过程看成是一个具有输入和输出的生产系统。
在生产过程中,凡是改变生产对象的形状、尺寸、位置和性质等,使其成为成品或者半成品的过程称为工艺过程。它是生产过程的主要部分。工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、装配等工艺过程,机械制造工艺过程一般是指零件的机械加工工艺过程和机器的装配工艺过程的总和,其他过程则称为过程,例如运输、保管、动力供应、设备维修等。工艺过程又是由一个或若干个顺序排列的工序组成的,一个工序由有若干个工步组成。
工序是组成机械加工工艺过程的基本单元。所谓工序是指一个(或一组)工人,在一台机床上(或一个工作地点),对同一工件(或同时对几个工件)所连续完成的那一部分工艺过程。构成一个工序的主要特点是不改变加工对象、设备和操作者,而且工序的内容是连续完成的

机械零件是由若干个表面组成的,研究零件表面的相对关系,必须确定一个基准,基准是零件上用来确定其它点、线、面的位置所依据的点、线、面。根据基准的不同功能,基准可分为设计基准和工艺基准两类。
分类
设计基准:在零件图上用以确定其它点、线、面位置的基准,称为设计基准。
工艺基准:零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同又分为装配基准、测量基准及定位基准。
(1)装配基准:装配时用以确定零件在部件或产品中的位置的基准,称为装配基准。
(2)测量基准:用以检验已加工表面的尺寸及位置的基准,称为测量基准。
(3)定位基准:加工时工件定位所用的基准,称为定位基准。作为定位基准的表面(或线、点),在道工序中只能选择未加工的毛坯表面,这种定位表面称粗基准.在以后的各个工序中就可采用已加工表面作为定位基准,这种定位表面称精基准。

随着现代机械加工的快速发展,机械加工技术快速发展,慢慢的涌现出了许多先进的机械加工技术方法,比如微型机械加工技术、快速成形技术、精密**精密加工技术等。
微型机械加工技术
机械产品
机械产品
随着微/纳米科学与技术(Micro/Nano Science and Technology)的发展,以本身形状尺寸微小或操作尺度较小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱工作环境和对象的特点,在航空航天、精密仪器、生物等领域有着广阔的应用潜力,并成为纳米技术研究的重要手段,因而受到高度重视并被列为21世纪关键技术**。 [3]
快速成形机械加工技术
快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术以及CAD技术等现代的科技成果,是现代先进机械加工技术的重要组成部分。 [4]
精密**精密机械加工技术
精密和**精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得较高的尺寸、形位精度,而且要求获得较高的表面质量。正是在这样的市场需求下,**精密加工技术得到了*的发展,各种工艺、新方法不断涌现。
-/gbaiieg/-
当内六角扳手1柄短,不能着力时,可将内径比扳手略大一点的管从一段铣槽将扳手插入槽内,可当作长柄。
皮带轮传动时,皮带轮经常和轮轴之间打滑,在轮轴上用¢15~18mm划窝钻头划一系列窝,这样可以形成吸附力,防止打滑,变废为宝,老板会奖励的。
用磁铁吸取小零件(费件)吸和取都不方便,可在磁铁1的下面吸一个铁板2,不但可以吸很多小件,而且将铁板拉开,小件会立即自动倾入收集箱内,不足以打动心,但很实用。
以上就是机械零件加工厂想和大家分享的关于精密机械加工的窍门有哪些,希望可以对大家有所帮
http://1688laser.b2b168.com