加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
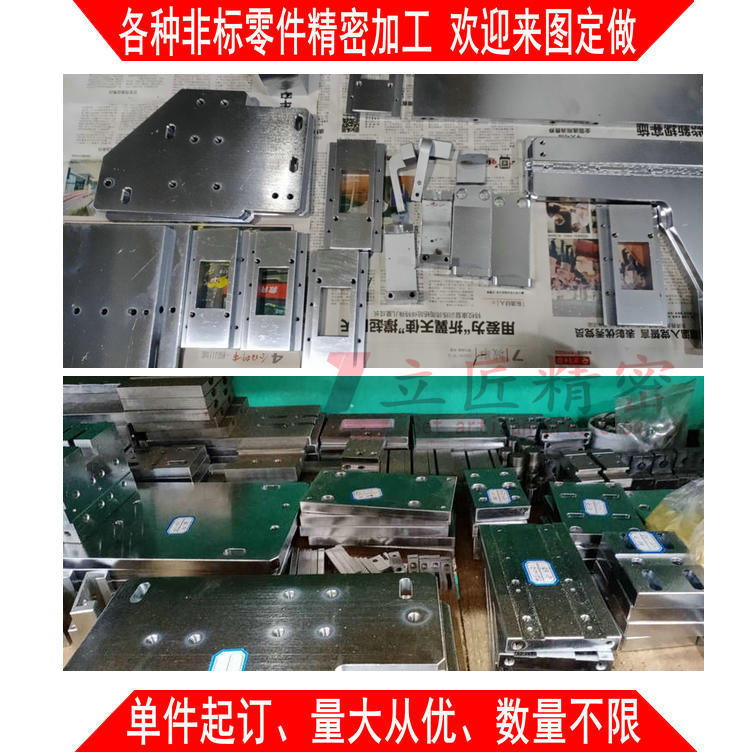
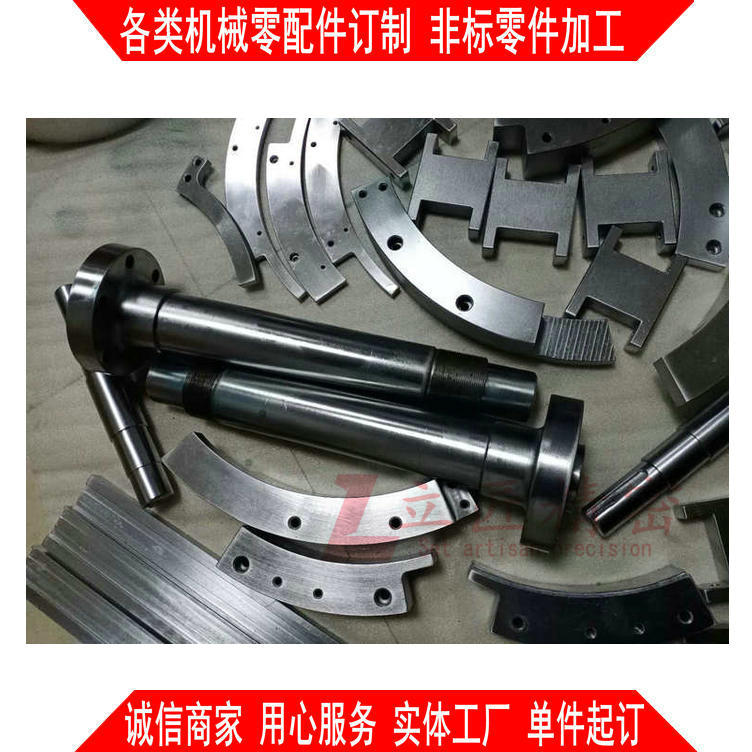
立匠精密是一家专业从事精密机械零件加工,非标自动化机器零件,加工工装治具等设计开发和生产的专业化公司, 为精密灯饰、汽车、手机手表、航天**设备、设备、电子检查设备、光电通信设备、办公自动化设备提供各类精密机械零件加工和工装治具加工的高科技型企业, 在高精度的铝合金、铜、不锈钢、工程塑料等曲面、异型、空间型孔零件加工, 轴类零件加工, 光电半导体设备零件加工等方面拥有丰富的经验。
公司目前 拥有各类中技工三十多人,配备CNC加工中心、CNC车床、铣床、钻床、高精度磨床、日本高精度2.5次元、投影仪等生产及检测设备,擅长CNC车及CNC加工中心等精密零件批量加工, 亦可以配合客户的少量多样化、短交期化要求, *反, 应以优质低成本的产品提供给客户。
公司一贯秉乘“质量、信誉、客户”的经营方针,以“客户满意”为目标,“诚信、品质、高效、专业”的工作理念。
随着现代机械加工的快速发展,机械加工技术快速发展,慢慢的涌现出了许多先进的机械加工技术方法,比如微型机械加工技术、快速成形技术、精密**精密加工技术等。
微型机械加工技术
机械产品
机械产品
随着微/纳米科学与技术(Micro/Nano Science and Technology)的发展,以本身形状尺寸微小或操作尺度较小为特征的微机械已成为人们认识和改造微观世界的一种高新科技。微机械由于具有能够在狭小空间内进行作业,而又不扰乱工作环境和对象的特点,在航空航天、精密仪器、生物等领域有着广阔的应用潜力,并成为纳米技术研究的重要手段,因而受到高度重视并被列为21世纪关键技术**。 [3]
快速成形机械加工技术
快速成形技术是20世纪发展起来的,可根据CAD模型快速制造出样件或者零件。它是一种材料累加加工制造方法,即通过材料的有序累加而完成三维成形的。快速成形技术集成了CNC技术、材料技术、激光技术以及CAD技术等现代的科技成果,是现代先进机械加工技术的重要组成部分。 [4]
精密**精密机械加工技术
精密和**精密加工时现代机械加工制造技术的一个重要组成部分,是衡量一个国家高科技制造业水平高低的重要指标。20世纪60年代以来,随着计算机及信息技术的发展,对制造技术提出了更高的要求,不仅要求获得较高的尺寸、形位精度,而且要求获得较高的表面质量。正是在这样的市场需求下,**精密加工技术得到了*的发展,各种工艺、新方法不断涌现。

设计原则:
(1)所设计的工艺规程应能保证机器零件的加工质量(或机器的装配质量),达到设计图样上规定的各项技术要求。
(2)应使工艺过程有较高的生产率,使产品尽快投放市场。
(3)设法降造成本
(4)注意减轻工人的劳动强度,保证生产安全。

精密零部件加工需遵循的原则有哪些
精密零部件加工需遵循的原则有哪些
1、基准**:即先加工基准面,零件在机械加工过程中,作为定位基准的外表应首先加工出来,以便尽快为后续工序的加工提供精基准。
2、划分加工阶段:机械加工质量请求高的外表,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了保证加工质量;有利于科学应用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,保证平面和孔的位置精度,而且对平面上的孔的加工带来方便。
4、光整加工:主要外表的光整加工,如研磨、珩磨、精磨、滚压加工等,应放在工艺路线末尾阶段。拟定精密零件加工工艺路线的一般原则,精密零件加工工艺规程的制定,大体可分为两个环节。
首先是拟定零件加工的工艺路线,然后再确定每一道工序的工序尺寸、所用设备和工艺装备以及切削规范、工时定额等。

由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是直径上的加工余量之半。平面的加工余量则是单边余量,它等于实际所切除的金属层厚度。在工件上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面缺陷,如铸件表面冷硬层、气孔、夹砂层,锻件表面的氧化皮、脱碳层、表面裂纹,切削加工后的内应力层和表面粗糙度等。从而提高工件的精度和表面粗糙度。加工余量的大小对加工质量和生产效率均有较大影响。加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量尽可能小。一般说来,越是精加工,工序余量越小。
-/gbaiieg/-
当内六角扳手1柄短,不能着力时,可将内径比扳手略大一点的管从一段铣槽将扳手插入槽内,可当作长柄。
皮带轮传动时,皮带轮经常和轮轴之间打滑,在轮轴上用¢15~18mm划窝钻头划一系列窝,这样可以形成吸附力,防止打滑,变废为宝,老板会奖励的。
用磁铁吸取小零件(费件)吸和取都不方便,可在磁铁1的下面吸一个铁板2,不但可以吸很多小件,而且将铁板拉开,小件会立即自动倾入收集箱内,不足以打动心,但很实用。
以上就是机械零件加工厂想和大家分享的关于精密机械加工的窍门有哪些,希望可以对大家有所帮
http://1688laser.b2b168.com