加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
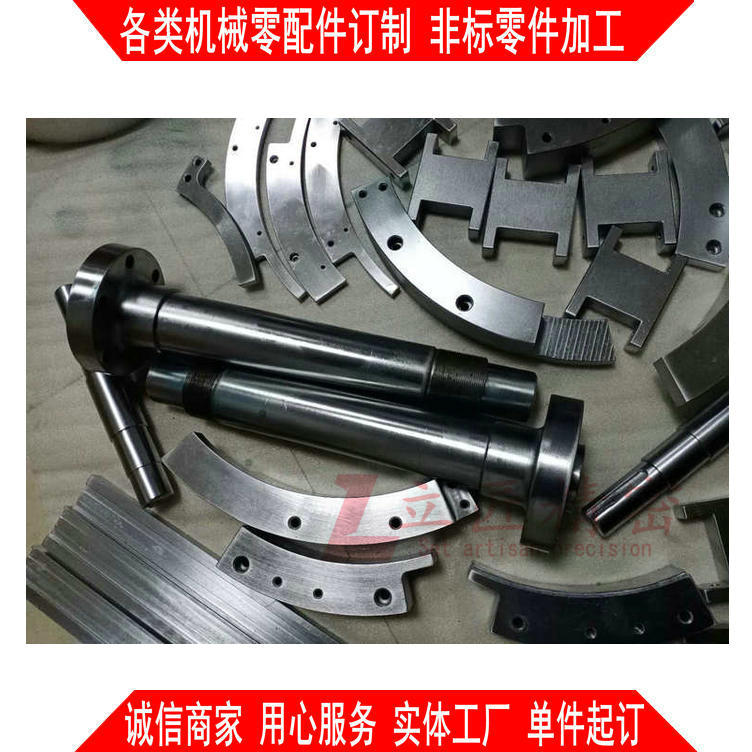
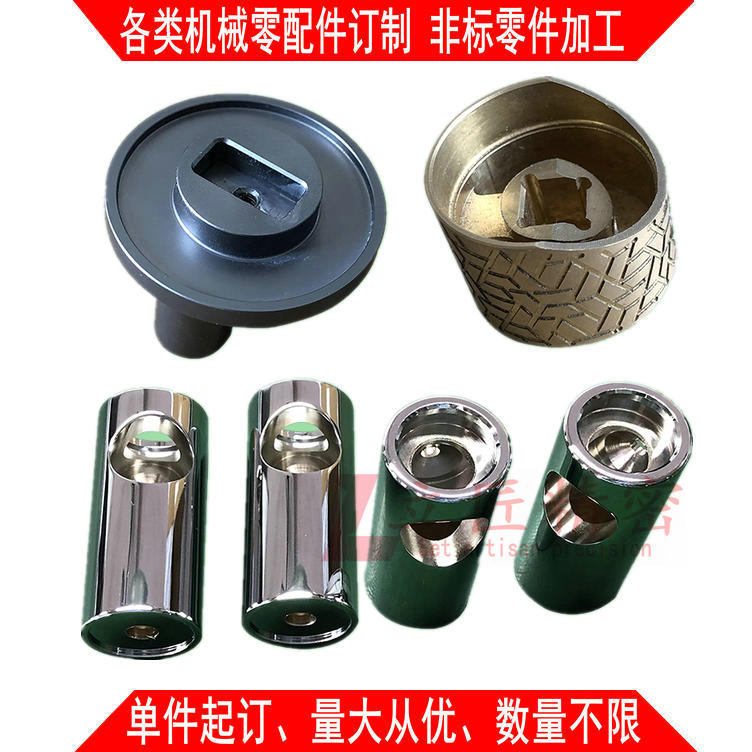
专注非标五金零件加工
1、专业提供精密数控车铣车零件加工,有专业操作师傅,交期短 质量好,贵公司有这方面业务需要,随时可与我公司联系,我们真诚为你们服务。
2、加工各内材料如;铜,铝,不锈钢,PVC,PE,ABS,POM,PC等各种材料加工
经营宗旨:品质高、价格优、交期短、服务好
由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是直径上的加工余量之半。平面的加工余量则是单边余量,它等于实际所切除的金属层厚度。在工件上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面缺陷,如铸件表面冷硬层、气孔、夹砂层,锻件表面的氧化皮、脱碳层、表面裂纹,切削加工后的内应力层和表面粗糙度等。从而提高工件的精度和表面粗糙度。加工余量的大小对加工质量和生产效率均有较大影响。加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量尽可能小。一般说来,越是精加工,工序余量越小。

机械零件是由若干个表面组成的,研究零件表面的相对关系,必须确定一个基准,基准是零件上用来确定其它点、线、面的位置所依据的点、线、面。根据基准的不同功能,基准可分为设计基准和工艺基准两类。
分类
设计基准:在零件图上用以确定其它点、线、面位置的基准,称为设计基准。
工艺基准:零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同又分为装配基准、测量基准及定位基准。
(1)装配基准:装配时用以确定零件在部件或产品中的位置的基准,称为装配基准。
(2)测量基准:用以检验已加工表面的尺寸及位置的基准,称为测量基准。
(3)定位基准:加工时工件定位所用的基准,称为定位基准。作为定位基准的表面(或线、点),在道工序中只能选择未加工的毛坯表面,这种定位表面称粗基准.在以后的各个工序中就可采用已加工表面作为定位基准,这种定位表面称精基准。

步骤内容:
(1)分析研究产品的装配图和零件图。
(2)确定毛坯。
(3)拟定工艺路线,选择定位基面。
(4)确定各工序所采用的设备。
(5)确定各工序所采用的刀具、夹具、量具和工具。
(6)确定各主要工序的技术要求及检验方法。
(7)确定各工序的加工余量,计算工序尺寸和公差。
(8)确定切削用量。
(9)确定工时定额。

加工设备
数车床、日本进口车铣复合机,激光雕刻机,数控雕刻机,折弯机,焊接机,普铣、磨床、火花机,线切割、深孔钻,CNC电脑走芯机,超声波清洗机等设备
金属类:铜HPB59-1、HPB62、不锈钢SU303、SUS304、SUS316、铝合金、钢、易车铁等。
非金属类:聚四氟乙烯、ABS、亚克力FR4、PE、PP、尼龙等各种塑胶.
-/gbaiieg/-
大型机械加工使用不同材质的优势有哪些
大型机械加工在进行操作的过程中为了符合其客户技术要求的工件,在进行使用时必须要将工件有效的定位在机床的某个固定的位置,在进行使用时为了避免工件在机械加工过程中受到切削力、重力等外力影响而进行位移,就必须采用一定的夹具将工件进行夹紧,使其固定的位置保持不变。大型机械加工使用不同材质的优势有哪些?
大型机械加工采用Q235A(A3钢)的优势
大型机械加工在进行操作时其主要的优势在一定层度上就会具有较高的塑性、韧性以及焊接性能,整个产品具有一定的冲压性能和冷弯性能,在进行使用时主要是用于要求不高的机械零部件和焊接结构件中,比如其拉杆、连杆、销、轴、螺钉、螺母、支架、底座等。
大型机械加工采用40Cr的优势
大型机械加工在进行调质处理过后在一定程度上就会具有非常良好的综合力学性能以及低温冲击韧度及低的缺口敏感性,良好的淬透性。油冷时可得较高的强度,水冷时零件*产生裂纹。回火或调质后切削加工性好,但焊接性不好,易产生裂纹。
http://1688laser.b2b168.com