加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
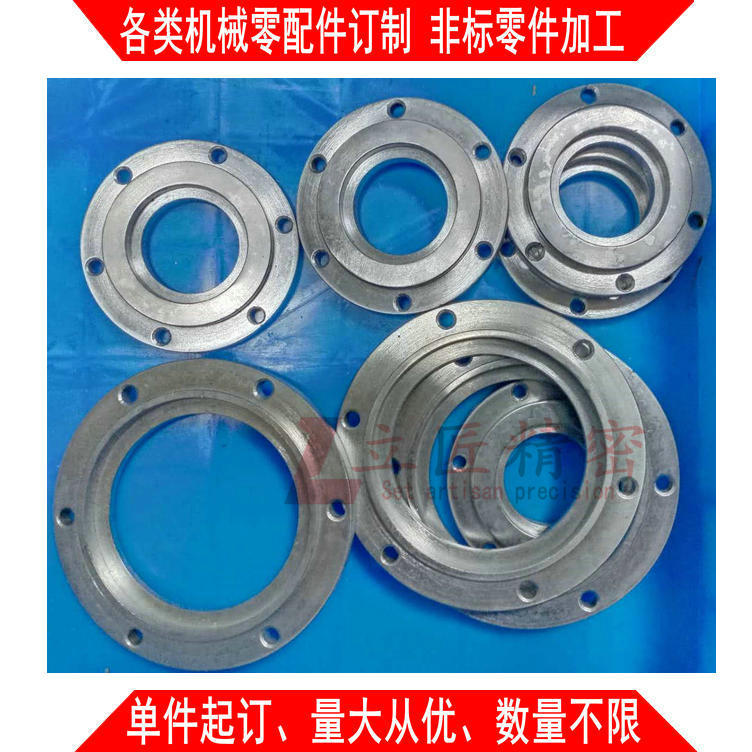
大批量,小批量的机械加工*,公司本着“诚信为本,信誉至上”的经营理念,赢得了广大新老客户的一致认可与**。
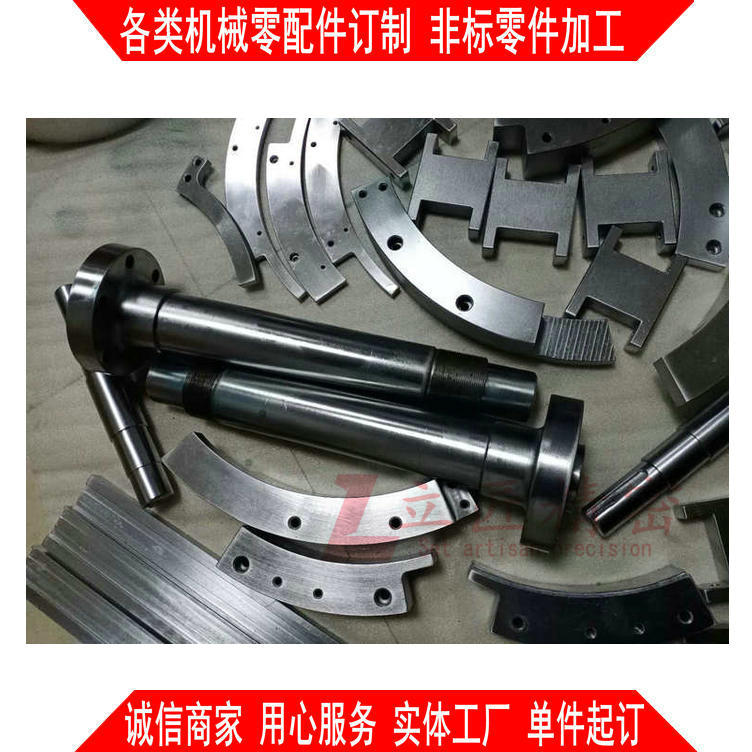
公司拥有闽台及国产高精密CNC加工中心机台8台,其中1850大型电脑锣1台,850电脑锣2台,650电脑锣4台,24000转高速精雕机1台,车床5台。
同时公司拥有15年以上在本行业编程工作经验的高素质技术专业人员做后盾,为公司及客户解决加工上的技术难题。
同时,公司还可以配有钣金折弯,喷涂,铁氟龙,电镀,钝化处理,发黑,阳极氧化,丝印,组装为一体,一条龙服务于客户。
公司目前经营的业务主要包括五金外壳类,五金精密零配件,塑胶精密切削零配件及治具类加工,根据客户需求可以安排加工小批量的生产。
公司还有获得一般纳税人资格,可以开13%增值税。
欢迎各界人士来图报价及加工,我们会合理的价格,品质,服务,一定让您满意!
机器的生产过程是指从原材料(或半成品)制成产品的全部过程。对机器生产而言包括原材料的运输和保存,生产的准备,毛坯的制造,零件的加工和热处理,产品的装配、及调试,油漆和包装等内容。生产过程的内容十分广泛,现代企业用系统工程学的原理和方法组织生产和指导生产,将生产过程看成是一个具有输入和输出的生产系统。
在生产过程中,凡是改变生产对象的形状、尺寸、位置和性质等,使其成为成品或者半成品的过程称为工艺过程。它是生产过程的主要部分。工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、装配等工艺过程,机械制造工艺过程一般是指零件的机械加工工艺过程和机器的装配工艺过程的总和,其他过程则称为过程,例如运输、保管、动力供应、设备维修等。工艺过程又是由一个或若干个顺序排列的工序组成的,一个工序由有若干个工步组成。
工序是组成机械加工工艺过程的基本单元。所谓工序是指一个(或一组)工人,在一台机床上(或一个工作地点),对同一工件(或同时对几个工件)所连续完成的那一部分工艺过程。构成一个工序的主要特点是不改变加工对象、设备和操作者,而且工序的内容是连续完成的

机械零件是由若干个表面组成的,研究零件表面的相对关系,必须确定一个基准,基准是零件上用来确定其它点、线、面的位置所依据的点、线、面。根据基准的不同功能,基准可分为设计基准和工艺基准两类。
分类
设计基准:在零件图上用以确定其它点、线、面位置的基准,称为设计基准。
工艺基准:零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同又分为装配基准、测量基准及定位基准。
(1)装配基准:装配时用以确定零件在部件或产品中的位置的基准,称为装配基准。
(2)测量基准:用以检验已加工表面的尺寸及位置的基准,称为测量基准。
(3)定位基准:加工时工件定位所用的基准,称为定位基准。作为定位基准的表面(或线、点),在道工序中只能选择未加工的毛坯表面,这种定位表面称粗基准.在以后的各个工序中就可采用已加工表面作为定位基准,这种定位表面称精基准。

由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是直径上的加工余量之半。平面的加工余量则是单边余量,它等于实际所切除的金属层厚度。在工件上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面缺陷,如铸件表面冷硬层、气孔、夹砂层,锻件表面的氧化皮、脱碳层、表面裂纹,切削加工后的内应力层和表面粗糙度等。从而提高工件的精度和表面粗糙度。加工余量的大小对加工质量和生产效率均有较大影响。加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量尽可能小。一般说来,越是精加工,工序余量越小。

步骤内容:
(1)分析研究产品的装配图和零件图。
(2)确定毛坯。
(3)拟定工艺路线,选择定位基面。
(4)确定各工序所采用的设备。
(5)确定各工序所采用的刀具、夹具、量具和工具。
(6)确定各主要工序的技术要求及检验方法。
(7)确定各工序的加工余量,计算工序尺寸和公差。
(8)确定切削用量。
(9)确定工时定额。
-/gbaiieg/-
在机型使用时主要是调质处理后用于其制造过程中其速运动的机械零部件,比如其机床齿轮、轴、蜗杆等。调质并高频表面淬火后用于制造表面高硬度、耐磨的零部件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆等。
经淬火及中温回火后用于制造重载、中速运动的机械零部件,如油泵转子、滑块、齿轮、主轴等。经淬火及低温回火后用于制造重载、低冲击、耐磨的机械零部件,如蜗杆、主轴、轴等。碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮等。
大型机械加工采用45#的优势
45#是优质碳素结构钢,是目前常用的中碳调质钢。
在进行操作的过程中会具有非常良好的综合力学性能,在进行使用时其低淬透性,水淬时*产生裂纹,焊接件焊前需先进行预热,焊后需进行退火。
主要用于:制造高强度的机械运动零件,如叶轮、活塞、轴、齿轮、齿条、蜗杆等。
http://1688laser.b2b168.com