加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
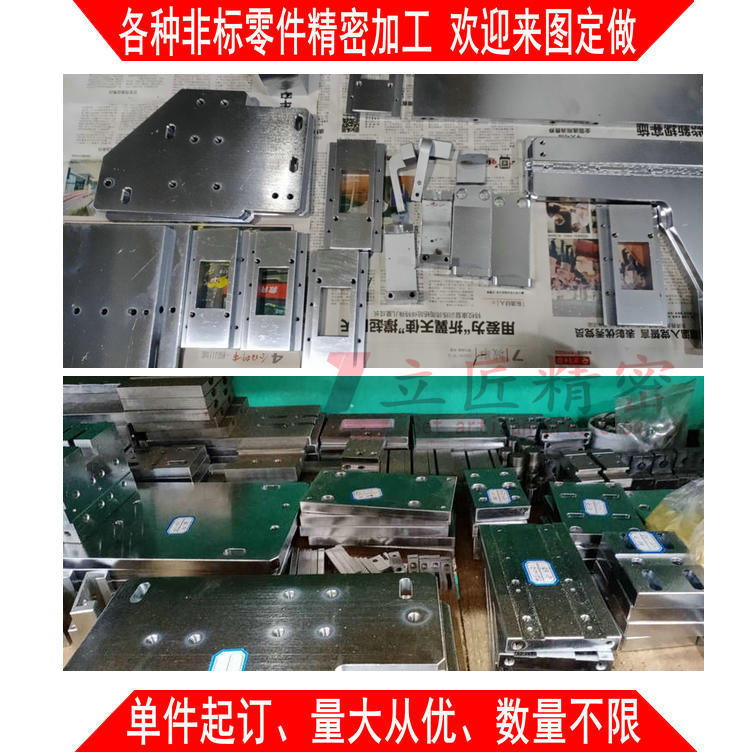
专注非标五金零件加工
1、专业提供精密数控车铣车零件加工,有专业操作师傅,交期短 质量好,贵公司有这方面业务需要,随时可与我公司联系,我们真诚为你们服务。
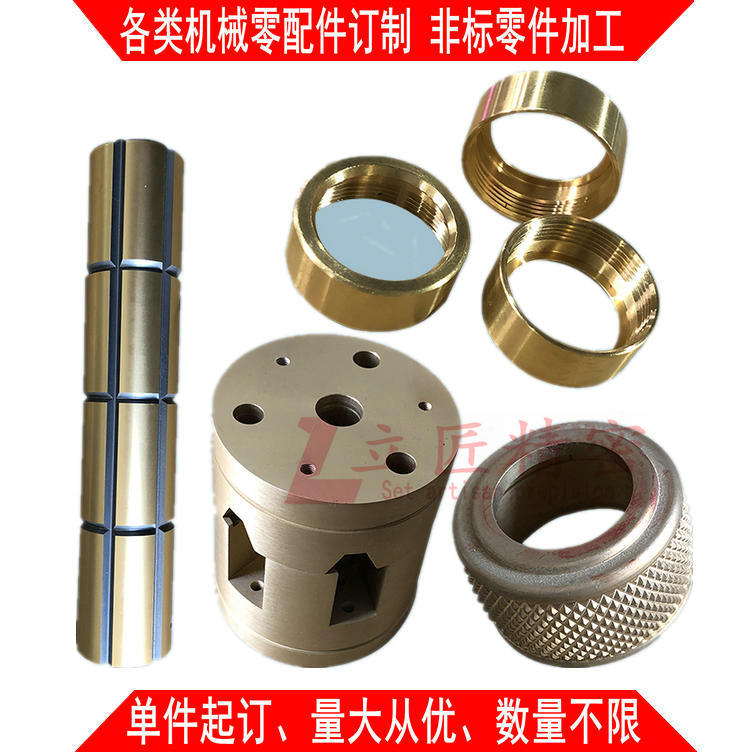
2、加工各内材料如;铜,铝,不锈钢,PVC,PE,ABS,POM,PC等各种材料加工
经营宗旨:品质高、价格优、交期短、服务好
工步是在加工表面不变、加工工具不变、切削用量不变的条件下
走刀又叫工作行程,是加工工具在加工表面上加工一次所完成的工步。 [1]
制定机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序名称及其加工顺序的简略工艺过程,称为工艺路线。
工艺路线的拟定是制定工艺过程的总体布局,主要任务是选择各个表面的加工方法,确定各个表面的加工顺序,以及整个工艺过程中工序数目的多少等。工艺路线拟定须遵循一定的原则。
生产类型
生产类型通常分为三类:
1.单件生产:单个地生产不同结构和不同尺寸的产品,并且很少重复。
2.批量生产:一年中分批地制造相同的产品,制造过程有一定的重复性。
批量生产的零件
批量生产的零件
3.大批量生产:产品的制造数量很大,大多数工作地点经常是重复进行某一个零件的某一道工序的加工。

精密零部件加工需遵循的原则有哪些
精密零部件加工需遵循的原则有哪些
1、基准**:即先加工基准面,零件在机械加工过程中,作为定位基准的外表应首先加工出来,以便尽快为后续工序的加工提供精基准。
2、划分加工阶段:机械加工质量请求高的外表,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了保证加工质量;有利于科学应用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,保证平面和孔的位置精度,而且对平面上的孔的加工带来方便。
4、光整加工:主要外表的光整加工,如研磨、珩磨、精磨、滚压加工等,应放在工艺路线末尾阶段。拟定精密零件加工工艺路线的一般原则,精密零件加工工艺规程的制定,大体可分为两个环节。
首先是拟定零件加工的工艺路线,然后再确定每一道工序的工序尺寸、所用设备和工艺装备以及切削规范、工时定额等。
由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是直径上的加工余量之半。平面的加工余量则是单边余量,它等于实际所切除的金属层厚度。在工件上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面缺陷,如铸件表面冷硬层、气孔、夹砂层,锻件表面的氧化皮、脱碳层、表面裂纹,切削加工后的内应力层和表面粗糙度等。从而提高工件的精度和表面粗糙度。加工余量的大小对加工质量和生产效率均有较大影响。加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量尽可能小。一般说来,越是精加工,工序余量越小。

设计原则:
(1)所设计的工艺规程应能保证机器零件的加工质量(或机器的装配质量),达到设计图样上规定的各项技术要求。
(2)应使工艺过程有较高的生产率,使产品尽快投放市场。
(3)设法降造成本
(4)注意减轻工人的劳动强度,保证生产安全。
-/gbaiieg/-
精密零件加工质量用加工精度来表示:
1.几何形状精度
几何形状精度是指组成零件的各表面或轴线等几何形状的准确程度,如线是否直、面是否平、圆柱上各正截面是否圆等。其允许变动范围以“形位公差”来表示,形位公差数字越小,则形状精度越高。
2.尺寸精度
精密零件加工厂家分析,尺寸精度是指零件加工后尺寸的精确程度,以“尺寸公差”来表示。零件的尺寸相同时,精度越高,公差数字越小。
3.位置精度
精密零件加工厂家介绍,位置精度是指组成零件的各表面之间相互位置的准确程度,如两平面是否平行、是否垂直、两轴线是否同轴等,以“位置公差”来表示。
上述形状和位置的公差,简称“形位公差”。
http://1688laser.b2b168.com