加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
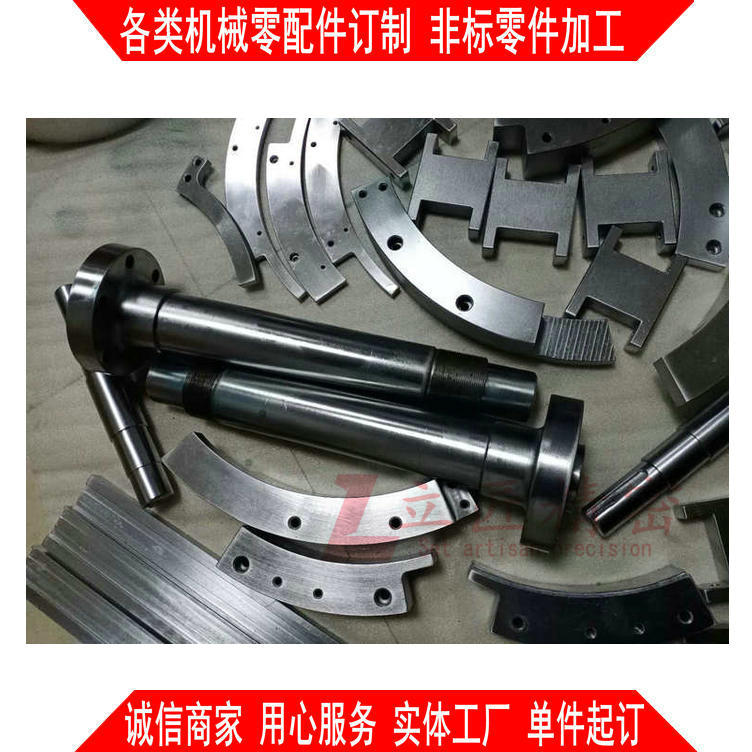
专注非标五金零件加工
1、专业提供精密数控车铣车零件加工,有专业操作师傅,交期短 质量好,贵公司有这方面业务需要,随时可与我公司联系,我们真诚为你们服务。
2、加工各内材料如;铜,铝,不锈钢,PVC,PE,ABS,POM,PC等各种材料加工
经营宗旨:品质高、价格优、交期短、服务好
设计原则:
(1)所设计的工艺规程应能保证机器零件的加工质量(或机器的装配质量),达到设计图样上规定的各项技术要求。
(2)应使工艺过程有较高的生产率,使产品尽快投放市场。
(3)设法降造成本
(4)注意减轻工人的劳动强度,保证生产安全。

业 务 范 围
1.专业设计绘图
2.各类机械零配件订制,非标零件加工,夹具治具,车铣磨锣零件加工
3.钣金件制作(折弯,焊接,激光刻字等)
4.金属表面处理工艺(普通阳极、硬质阳极、导电阳极、彩色阳极、发黑、镀铬、镀镍、镀铜、白锌、彩锌、热处理等工艺
5.可开增票及,税金另计。
主 加 工 设 备
数控车床、车铣复合,普铣、磨床、火花机,线切割、深孔钻,电脑锣(CNC),激光雕刻机,数控雕刻机,折弯机,焊接机,超声波清洗机等设备
加 工 材 料
金属类:黄铜,紫铜、不锈钢、铝合金、45号钢、40CR、易车铁、Q235等。
非金属类:FR4、PE、PP、POM、尼龙、聚四氟乙烯、ABS、亚克力等各种塑胶.
加 工 数 量
数量不限(1件也行),量大从优.

机械零件是由若干个表面组成的,研究零件表面的相对关系,必须确定一个基准,基准是零件上用来确定其它点、线、面的位置所依据的点、线、面。根据基准的不同功能,基准可分为设计基准和工艺基准两类。
分类
设计基准:在零件图上用以确定其它点、线、面位置的基准,称为设计基准。
工艺基准:零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同又分为装配基准、测量基准及定位基准。
(1)装配基准:装配时用以确定零件在部件或产品中的位置的基准,称为装配基准。
(2)测量基准:用以检验已加工表面的尺寸及位置的基准,称为测量基准。
(3)定位基准:加工时工件定位所用的基准,称为定位基准。作为定位基准的表面(或线、点),在道工序中只能选择未加工的毛坯表面,这种定位表面称粗基准.在以后的各个工序中就可采用已加工表面作为定位基准,这种定位表面称精基准。
机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺流程。比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。
机械加工工艺就是在流程的基础上,改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品,是每个步骤,每个流程的详细说明,比如,上面说的,粗加工可能包括毛坯制造,打磨等等,精加工可能分为车,钳工,铣床,等等,每个步骤就要有详细的数据了,比如粗糙度要达到多少,公差要达到多少。
技术人员根据产品数量、设备条件和工人素质等情况,确定采用的工艺过程,并将有关内容写成工艺文件,这种文件就称工艺规程。这个就比较有针对性了。每个厂都可能不太一样,因为实际情况都不一样。
总的来说,工艺流程是纲领,加工工艺是每个步骤的详细参数,工艺规程是某个厂根据实际情况编写的特定的加工工艺。
机械加工工艺流程
机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。
-/gbaiieg/-
精密零件加工的质量用加工的精度表示
零件的互换性
精密零件加工厂家介绍,机器经长期生产运转,某些零件必然会磨损、变形而报废,换用新的零件。这些零件称为配件或备件。配件或备件不经修配或选择,装在机器上就能运转,称为具有互换性。
为了实现互换性,在制造零件时,要把零件的尺寸、几何形状等都做得一致。所谓一致,并不是要求做得分毫不差(这样做既不经济,也不可能),只要把零件的尺寸、几何形状等控制在一个允许的范围内,使得零件和其他零件结合后具有同样的结合性能就行。这个被允许的误差范围,也就是形位公差。
http://1688laser.b2b168.com







