加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
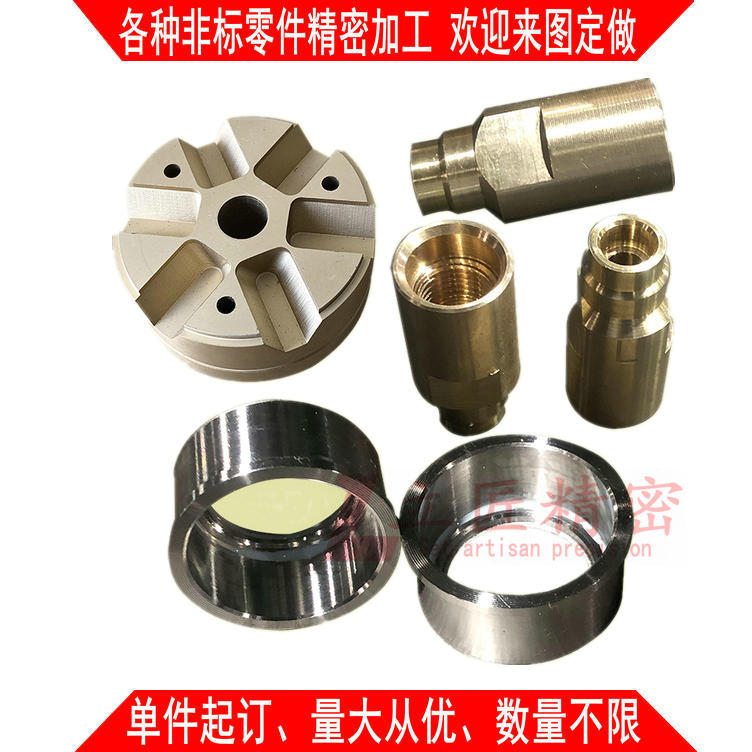
专注非标五金零件加工
1、专业提供精密数控车铣车零件加工,有专业操作师傅,交期短 质量好,贵公司有这方面业务需要,随时可与我公司联系,我们真诚为你们服务。
2、加工各内材料如;铜,铝,不锈钢,PVC,PE,ABS,POM,PC等各种材料加工
经营宗旨:品质高、价格优、交期短、服务好
由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是直径上的加工余量之半。平面的加工余量则是单边余量,它等于实际所切除的金属层厚度。在工件上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面缺陷,如铸件表面冷硬层、气孔、夹砂层,锻件表面的氧化皮、脱碳层、表面裂纹,切削加工后的内应力层和表面粗糙度等。从而提高工件的精度和表面粗糙度。加工余量的大小对加工质量和生产效率均有较大影响。加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量尽可能小。一般说来,越是精加工,工序余量越小。

工步是在加工表面不变、加工工具不变、切削用量不变的条件下
走刀又叫工作行程,是加工工具在加工表面上加工一次所完成的工步。 [1]
制定机械加工工艺过程,必须确定该工件要经过几道工序以及工序进行的先后顺序,仅列出主要工序名称及其加工顺序的简略工艺过程,称为工艺路线。
工艺路线的拟定是制定工艺过程的总体布局,主要任务是选择各个表面的加工方法,确定各个表面的加工顺序,以及整个工艺过程中工序数目的多少等。工艺路线拟定须遵循一定的原则。
生产类型
生产类型通常分为三类:
1.单件生产:单个地生产不同结构和不同尺寸的产品,并且很少重复。
2.批量生产:一年中分批地制造相同的产品,制造过程有一定的重复性。
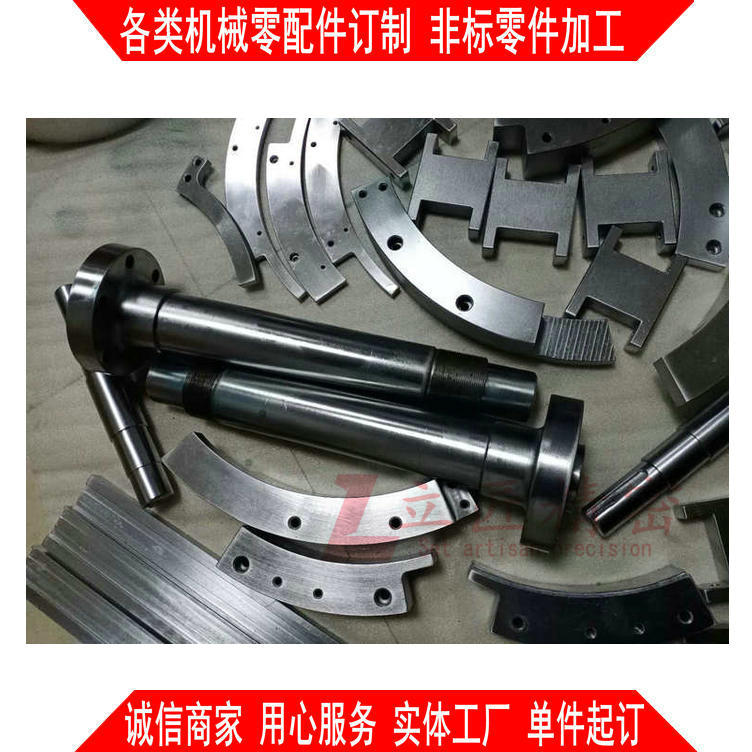
批量生产的零件
批量生产的零件
3.大批量生产:产品的制造数量很大,大多数工作地点经常是重复进行某一个零件的某一道工序的加工。

设计原则:
(1)所设计的工艺规程应能保证机器零件的加工质量(或机器的装配质量),达到设计图样上规定的各项技术要求。
(2)应使工艺过程有较高的生产率,使产品尽快投放市场。
(3)设法降造成本
(4)注意减轻工人的劳动强度,保证生产安全。

机械零件是由若干个表面组成的,研究零件表面的相对关系,必须确定一个基准,基准是零件上用来确定其它点、线、面的位置所依据的点、线、面。根据基准的不同功能,基准可分为设计基准和工艺基准两类。
分类
设计基准:在零件图上用以确定其它点、线、面位置的基准,称为设计基准。
工艺基准:零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同又分为装配基准、测量基准及定位基准。
(1)装配基准:装配时用以确定零件在部件或产品中的位置的基准,称为装配基准。
(2)测量基准:用以检验已加工表面的尺寸及位置的基准,称为测量基准。
(3)定位基准:加工时工件定位所用的基准,称为定位基准。作为定位基准的表面(或线、点),在道工序中只能选择未加工的毛坯表面,这种定位表面称粗基准.在以后的各个工序中就可采用已加工表面作为定位基准,这种定位表面称精基准。
-/gbaiieg/-
CNC精密机械加工主要有精车、精镗、精铣、精磨和研磨等工艺:
(1)精车和精镗:*行器大多数精密的轻合金(铝或镁合金等)零件多采用这种方法加工。一般用**单晶金刚石刀具,刀刃圆弧半径小于0.1微米。在高精度车床上加工可获得1微米的精度和平均高度差小于0.2微米的表面不平度,坐标精度可达±2微米。
(2)精铣:用于加工形状复杂的铝或铍合金结构件。依靠机床的导轨和主轴的精度来获得较高的相互位置精度。使用经仔细研磨的金刚石刀头进行高速铣切可获得精确的镜面。
(3)精磨:用于加工轴或孔类零件。这类零件多数采用淬硬钢,有很高的硬度。大多数高精度磨床主轴采用静压或动压液体轴承,以保证高稳定度。磨削的极限精度除受机床主轴和床身刚度的影响外,还与砂轮的选择和平衡、工件中心孔的加工精度等因素有关。精磨可获得 1微米的尺寸精度和0.5微米的不圆度。
(4)研磨:利用配合件互研的原理对被加工表面上不规则的凸起部位进行选择加工。磨粒直径、切削力和切削热均可精确控制,因而是精密加工技术中获得精度的加工方法。*行器的精密伺服部件中的液压或气动配合件、动压陀螺马达的轴承零件都采用这种方法加工,以达到0.1甚至0.01微米的精度和0.005微米的微观不平度。
http://1688laser.b2b168.com