加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
大批量,小批量的机械加工*,公司本着“诚信为本,信誉至上”的经营理念,赢得了广大新老客户的一致认可与**。
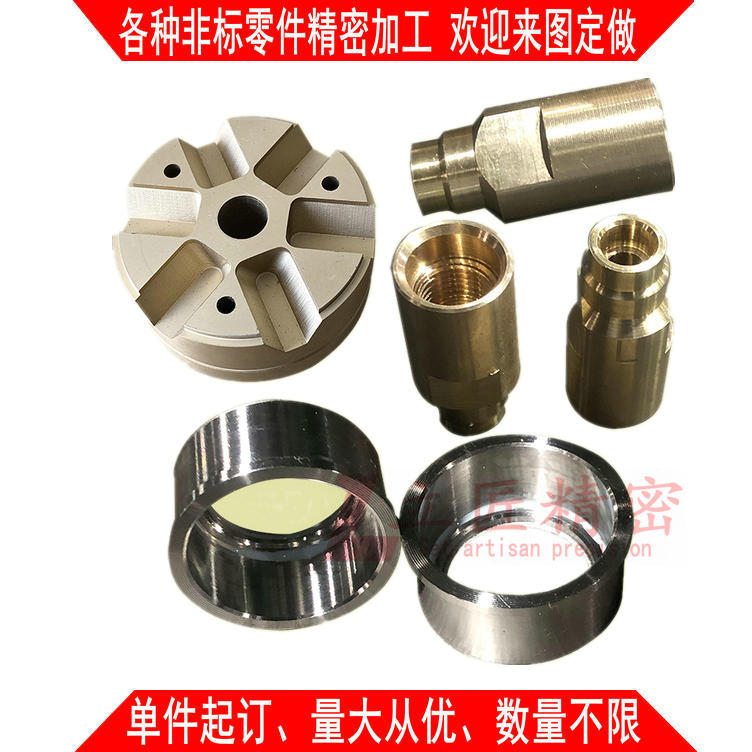
公司拥有闽台及国产高精密CNC加工中心机台8台,其中1850大型电脑锣1台,850电脑锣2台,650电脑锣4台,24000转高速精雕机1台,车床5台。
同时公司拥有15年以上在本行业编程工作经验的高素质技术专业人员做后盾,为公司及客户解决加工上的技术难题。
同时,公司还可以配有钣金折弯,喷涂,铁氟龙,电镀,钝化处理,发黑,阳极氧化,丝印,组装为一体,一条龙服务于客户。
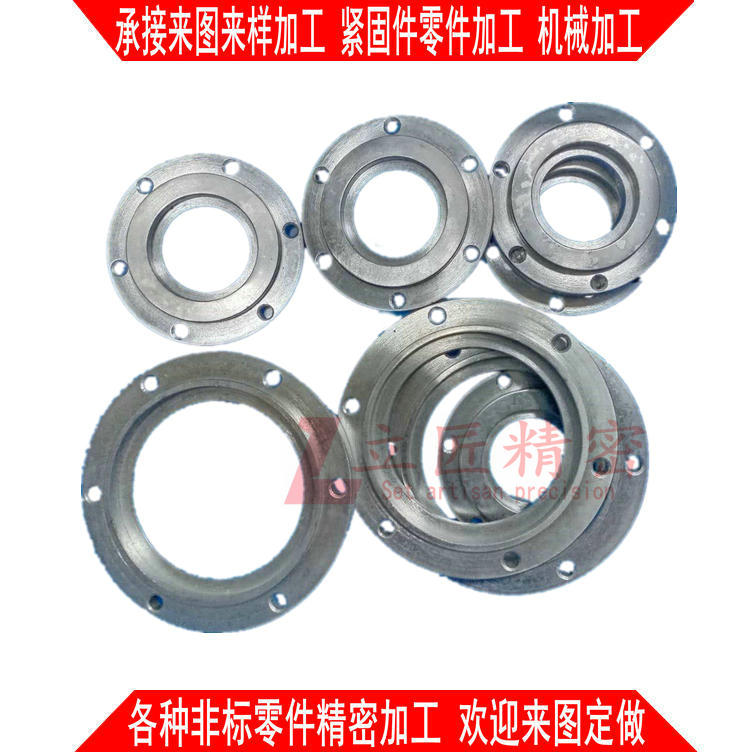
公司目前经营的业务主要包括五金外壳类,五金精密零配件,塑胶精密切削零配件及治具类加工,根据客户需求可以安排加工小批量的生产。
公司还有获得一般纳税人资格,可以开13%增值税。
欢迎各界人士来图报价及加工,我们会合理的价格,品质,服务,一定让您满意!
机械零件是由若干个表面组成的,研究零件表面的相对关系,必须确定一个基准,基准是零件上用来确定其它点、线、面的位置所依据的点、线、面。根据基准的不同功能,基准可分为设计基准和工艺基准两类。
分类
设计基准:在零件图上用以确定其它点、线、面位置的基准,称为设计基准。
工艺基准:零件在加工和装配过程中所使用的基准,称为工艺基准。工艺基准按用途不同又分为装配基准、测量基准及定位基准。
(1)装配基准:装配时用以确定零件在部件或产品中的位置的基准,称为装配基准。
(2)测量基准:用以检验已加工表面的尺寸及位置的基准,称为测量基准。
(3)定位基准:加工时工件定位所用的基准,称为定位基准。作为定位基准的表面(或线、点),在道工序中只能选择未加工的毛坯表面,这种定位表面称粗基准.在以后的各个工序中就可采用已加工表面作为定位基准,这种定位表面称精基准。

精密机械加工时应该注意哪些问题
数控机床在进行批量加工精密机械零件时,尤其要注意加工的精度,那么精密机械加公时应该注意哪些问题呢?下面由小编从以下三方面来给大家介绍下:
一、批量零件加工精度差,一般是由于安装调整时,各轴之间的进给动态根据误差没调好,或由于使用磨损后,机床各轴传动链有了变化。可经过重新调整及修改间隙补偿量来解决。
当动态跟踪误差过大而报警时,可检查:伺服电动机转速是否过高。位置检测元件是否良好。位置反馈电缆接插件是否接触良好。相应的模拟量输出锁存器、增益电位器是否良好。相应的伺服驱动装置是否正常。
二、机床运动时**调引起加工精度不好,可能是加、减速时间太短,可适当延长速度变化时间。也可能是伺服电动机与丝杠之间的连接松动或刚性太差,可适当减小位置环的增益。
三、两轴联动时的圆度**差
(1)圆的轴向变形
这种变形可能是机械未调整好造成的。轴的定位精度不好,或是丝杠间隙补偿不当,会导致过象**产生圆度误差。
(2)斜椭圆误差
这时应首先检查各轴的位置偏差值。如果偏差过大,可调整位置环增益来排除。然后检查旋转变压器或感应同步器的接口板是否调好,再检查机械传动副间隙是否太大,间隙补偿是否合适。
影响精密零件加工精度的因素
众所周知,之所以精密零部件的加工被称为精密机械加工,正是因为其加工工序及工艺要求非常高,对产品的精度要求非常之高,而精密零部件的加工精度包含了位置的精度,尺寸的精度,形状的精度等,小编为我们总结了以下影响精密零件加工精度的因素:
(1)机床的主轴回转跳动能对零件的加工精度产生一定的误差。
(2)机床导轨的精度不准确也能导致精密零件加工工件形状的误差。
(3)传动部件也能导致工件加工产生误差,这也是工件表面误差产生的主要的因素。
(4)刀具,夹具种类的不同也会对加工工件的精度产生不同程度的影响。
(5)在加工切削的过程中由于受力点的位置发生变化会导致系统产生变形,从而产生差异,也能使工件的精度产生不同程度的误差。
(6)切削力度的大小不同,也会导致工件精度受影响。
(7)工艺系统受热变形导致的误差,机械加工过程中,工艺系统会在各种热源的作用下产生一定的热变形。
(7)工艺系统受热而产生的变形经常会导致工件的精度受到影响。
(8)机床受热而产生变形会导致工件产生变形。
(9)刀具受热变形会对工件产生很大的影响。
(10)工件本身受热变形,主要是在切削过程中受热产生变形。

加工设备
数车床、日本进口车铣复合机,激光雕刻机,数控雕刻机,折弯机,焊接机,普铣、磨床、火花机,线切割、深孔钻,CNC电脑走芯机,超声波清洗机等设备
金属类:铜HPB59-1、HPB62、不锈钢SU303、SUS304、SUS316、铝合金、钢、易车铁等。
非金属类:聚四氟乙烯、ABS、亚克力FR4、PE、PP、尼龙等各种塑胶.
-/gbaiieg/-
精密机械零件加工的特点以及前景
精密机械加工行业一直是劳动密集、资金密集和技术密集型行业,行业门槛较高,一般的企业哪怕建立但达不到一定规模,也难以产生利润。大型企业可以通过大规模的采购和生产,通过业务协调降低成本,建利一个区域的销售市场,覆盖不同地区和不**业的产品。因此精密机械加工行业具有较大的恒强,未来这个行业方面主要以一体化,区域一体化,产业链一体化和一体化为主。
其中,区域一体化是同一地区的精密加工企业联合在一起的,所以可以把重点放在政策和管理优势的应用上,产生很好的协同合作效应。产业链一体化是机加工行业联合起来的单一功能,或下游制造企业可与关键零部件供应商一起配合,解决复杂零部件面临的技术瓶颈;整合是引入汽车、军事等合作伙伴,以更精准地把握下游需求,开发针对性产品,减少研发过程中不必要的损失。
精密零部件加工的工序有着较为严格的要求,加工时稍有不慎就会导致工件误差**出公差范围,需要重新加工,或是宣布毛坯报废,的提高了生产的成本。因此,今天讲讲精密零部件加工有哪些要求,能够帮助我们提高生产效率。 首先是尺寸方面的要求,一定要严格遵循图纸的形位公差要求进行加工。虽然企业加工生产的零部件在实际上与图纸的尺寸不会一模一样,但实际尺寸在理论尺寸的公差范围内,都属于合格产品,是能够使用的零件。
其次设备方面的要求,粗、精加工应使用不同性能的设备进行。由于粗加工过程是将毛坯大部分的部位进行切削,工件在进给量大、切削深度大的情况下会产生大量的内应力,这时候便不能再进行精加工。工件在一定时间后进行精加工工序时,应在较高精度的机床上工作,这样工件才能够达到很高的精度。
再次精密零部件的加工常常有表面处理及热处理的工序,表面处理应放在精密机械加工后。并且在精密机械加工过程中,应考虑留有表面处理后的薄层厚度。热处理是为了改善金属的切削性能,因此需要放在机加工前进行。以上便是精密零部件加工需要遵循的几点要求。
http://1688laser.b2b168.com