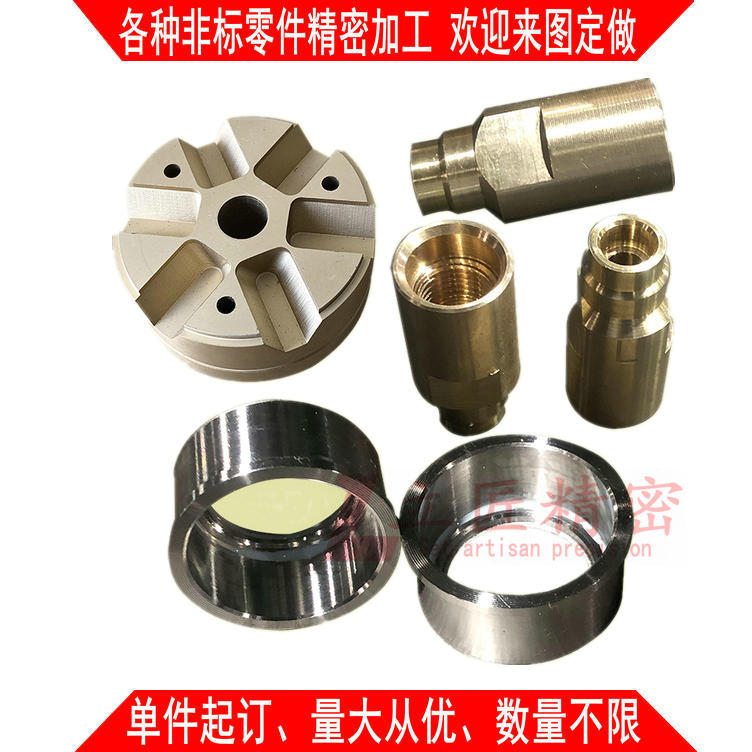
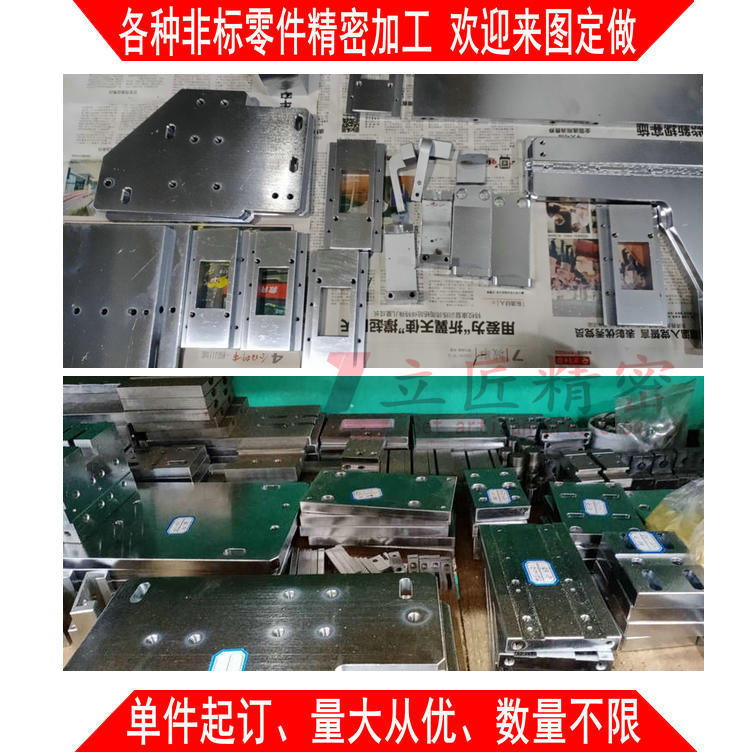
加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
大批量,小批量的机械加工*,公司本着“诚信为本,信誉至上”的经营理念,赢得了广大新老客户的一致认可与**。
公司拥有闽台及国产高精密CNC加工中心机台8台,其中1850大型电脑锣1台,850电脑锣2台,650电脑锣4台,24000转高速精雕机1台,车床5台。
同时公司拥有15年以上在本行业编程工作经验的高素质技术专业人员做后盾,为公司及客户解决加工上的技术难题。
同时,公司还可以配有钣金折弯,喷涂,铁氟龙,电镀,钝化处理,发黑,阳极氧化,丝印,组装为一体,一条龙服务于客户。
公司目前经营的业务主要包括五金外壳类,五金精密零配件,塑胶精密切削零配件及治具类加工,根据客户需求可以安排加工小批量的生产。
公司还有获得一般纳税人资格,可以开13%增值税。
欢迎各界人士来图报价及加工,我们会合理的价格,品质,服务,一定让您满意!
机器的生产过程是指从原材料(或半成品)制成产品的全部过程。对机器生产而言包括原材料的运输和保存,生产的准备,毛坯的制造,零件的加工和热处理,产品的装配、及调试,油漆和包装等内容。生产过程的内容十分广泛,现代企业用系统工程学的原理和方法组织生产和指导生产,将生产过程看成是一个具有输入和输出的生产系统。
在生产过程中,凡是改变生产对象的形状、尺寸、位置和性质等,使其成为成品或者半成品的过程称为工艺过程。它是生产过程的主要部分。工艺过程又可分为铸造、锻造、冲压、焊接、机械加工、装配等工艺过程,机械制造工艺过程一般是指零件的机械加工工艺过程和机器的装配工艺过程的总和,其他过程则称为过程,例如运输、保管、动力供应、设备维修等。工艺过程又是由一个或若干个顺序排列的工序组成的,一个工序由有若干个工步组成。
工序是组成机械加工工艺过程的基本单元。所谓工序是指一个(或一组)工人,在一台机床上(或一个工作地点),对同一工件(或同时对几个工件)所连续完成的那一部分工艺过程。构成一个工序的主要特点是不改变加工对象、设备和操作者,而且工序的内容是连续完成的

精密机械加工时应该注意哪些问题
数控机床在进行批量加工精密机械零件时,尤其要注意加工的精度,那么精密机械加公时应该注意哪些问题呢?下面由小编从以下三方面来给大家介绍下:
一、批量零件加工精度差,一般是由于安装调整时,各轴之间的进给动态根据误差没调好,或由于使用磨损后,机床各轴传动链有了变化。可经过重新调整及修改间隙补偿量来解决。
当动态跟踪误差过大而报警时,可检查:伺服电动机转速是否过高。位置检测元件是否良好。位置反馈电缆接插件是否接触良好。相应的模拟量输出锁存器、增益电位器是否良好。相应的伺服驱动装置是否正常。
二、机床运动时**调引起加工精度不好,可能是加、减速时间太短,可适当延长速度变化时间。也可能是伺服电动机与丝杠之间的连接松动或刚性太差,可适当减小位置环的增益。
三、两轴联动时的圆度**差
(1)圆的轴向变形
这种变形可能是机械未调整好造成的。轴的定位精度不好,或是丝杠间隙补偿不当,会导致过象**产生圆度误差。
(2)斜椭圆误差
这时应首先检查各轴的位置偏差值。如果偏差过大,可调整位置环增益来排除。然后检查旋转变压器或感应同步器的接口板是否调好,再检查机械传动副间隙是否太大,间隙补偿是否合适。

影响精密零件加工精度的因素
众所周知,之所以精密零部件的加工被称为精密机械加工,正是因为其加工工序及工艺要求非常高,对产品的精度要求非常之高,而精密零部件的加工精度包含了位置的精度,尺寸的精度,形状的精度等,小编为我们总结了以下影响精密零件加工精度的因素:
(1)机床的主轴回转跳动能对零件的加工精度产生一定的误差。
(2)机床导轨的精度不准确也能导致精密零件加工工件形状的误差。
(3)传动部件也能导致工件加工产生误差,这也是工件表面误差产生的主要的因素。
(4)刀具,夹具种类的不同也会对加工工件的精度产生不同程度的影响。
(5)在加工切削的过程中由于受力点的位置发生变化会导致系统产生变形,从而产生差异,也能使工件的精度产生不同程度的误差。
(6)切削力度的大小不同,也会导致工件精度受影响。
(7)工艺系统受热变形导致的误差,机械加工过程中,工艺系统会在各种热源的作用下产生一定的热变形。
(7)工艺系统受热而产生的变形经常会导致工件的精度受到影响。
(8)机床受热而产生变形会导致工件产生变形。
(9)刀具受热变形会对工件产生很大的影响。
(10)工件本身受热变形,主要是在切削过程中受热产生变形。
由毛坯变成成品的过程中,在某加工表面上切除的金属层的总厚度称为该表面的加工总余量。每一道工序所切除的金属层厚度称为工序间加工余量。对于外圆和孔等旋转表面而言,加工余量是从直径上考虑的,故称为对称余量(即双边余量),即实际所切除的金属层厚度是直径上的加工余量之半。平面的加工余量则是单边余量,它等于实际所切除的金属层厚度。在工件上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面缺陷,如铸件表面冷硬层、气孔、夹砂层,锻件表面的氧化皮、脱碳层、表面裂纹,切削加工后的内应力层和表面粗糙度等。从而提高工件的精度和表面粗糙度。加工余量的大小对加工质量和生产效率均有较大影响。加工余量过大,不仅增加了机械加工的劳动量,降低了生产率,而且增加了材料、工具和电力消耗,提高了加工成本。若加工余量过小,则既不能消除上道工序的各种缺陷和误差,又不能补偿本工序加工时的装夹误差,造成废品。其选取原则是在保证质量的前提下,使余量尽可能小。一般说来,越是精加工,工序余量越小。
-/gbaiieg/-
适合精密机械加工的零件有哪些
我们知道精密机械加工对精度的要求是很高的,精密机械加工的刚性好,制造精度高,对刀精确,所以能加工精度要求很高的零件。那么适合精密机械加工的零件有哪些呢?下面由小编来为大家介绍下:
首先,相对于普通车床来说,CNC数控车床具有恒线速切削功能,不管对于车端面还是不同直径的外圆都可以用相同的线速度加工,即保证了表面粗糙度值一致而且相对很小。而普通车床是恒定转速,直径不同切削速度就不同。在工件和刀具的材料、精加工余量及刀具角度一定的情况下,表面粗糙度取决于切削速度和进给速度。
在加工表面粗糙度不同的表面时,粗糙度小的表面选用小的进给速度,粗糙度大的表面选用大些的进给速度,可变性很好,这点在普通车床很难做到。轮廓形状复杂的零件。任意平面曲线都可以用直线或圆弧来逼近,cnc精密加工具有圆弧插补功能,可以加工各种复杂轮廓的零件。cnc精密加工的使用好坏需要操作者的精心使用。
http://1688laser.b2b168.com