加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
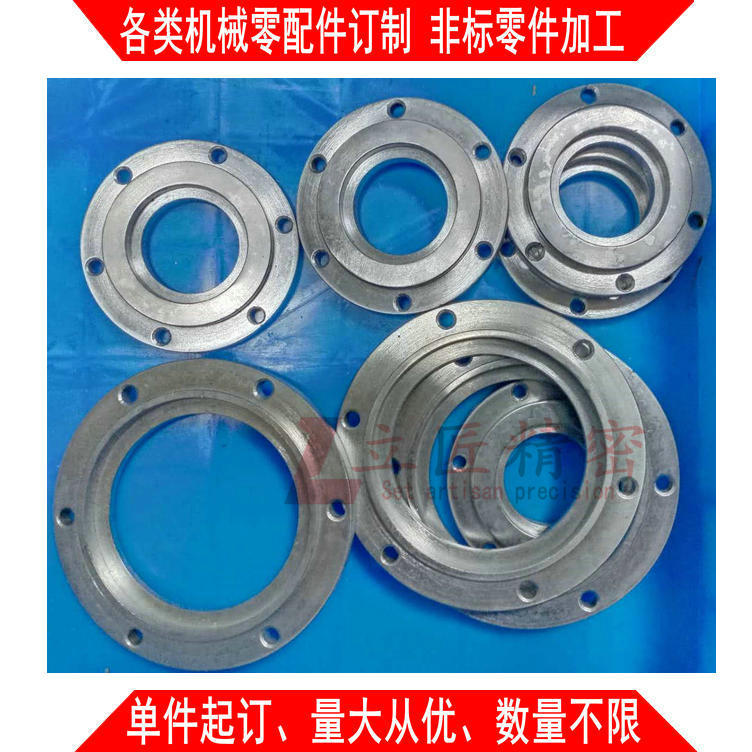
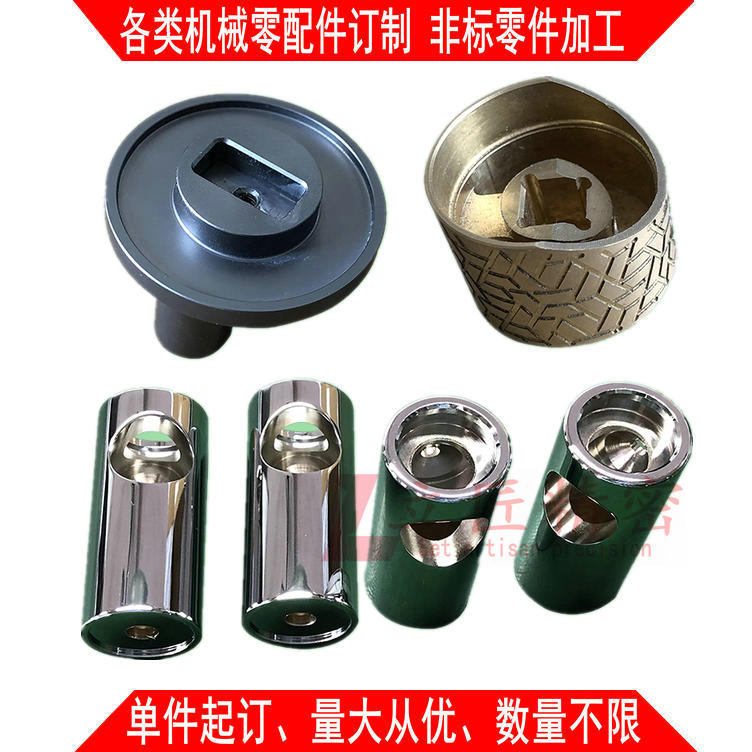
专注非标五金零件加工
1、专业提供精密数控车铣车零件加工,有专业操作师傅,交期短 质量好,贵公司有这方面业务需要,随时可与我公司联系,我们真诚为你们服务。
2、加工各内材料如;铜,铝,不锈钢,PVC,PE,ABS,POM,PC等各种材料加工
经营宗旨:品质高、价格优、交期短、服务好
精密零部件加工需遵循的原则有哪些
精密零部件加工需遵循的原则有哪些
1、基准**:即先加工基准面,零件在机械加工过程中,作为定位基准的外表应首先加工出来,以便尽快为后续工序的加工提供精基准。
2、划分加工阶段:机械加工质量请求高的外表,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了保证加工质量;有利于科学应用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先面后孔:对于箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,保证平面和孔的位置精度,而且对平面上的孔的加工带来方便。
4、光整加工:主要外表的光整加工,如研磨、珩磨、精磨、滚压加工等,应放在工艺路线末尾阶段。拟定精密零件加工工艺路线的一般原则,精密零件加工工艺规程的制定,大体可分为两个环节。
首先是拟定零件加工的工艺路线,然后再确定每一道工序的工序尺寸、所用设备和工艺装备以及切削规范、工时定额等。

精密零件加工有哪些特点
精密零件加工具有很多优势,此前我们也跟大家分享过精密零件加工具体的优势在哪里,明显的就是可以达到普通加工达不到的高精度,高精度也有赖于精密的加工设备和准确的克制系统,并采用精密掩膜作为中介物,来实现对外表层物质去除或添加的量做出较细微的控制,那么精密零件加工有哪些特点呢?下面由小编来给大家详细介绍下:
一、精密零件切削加工
主要有精密车削、镜面磨削和研磨等。在精密车床上用通过精细研磨的单晶金刚石车刀举行微量车削,切削厚度仅1微米左右,常用于加工有色金属材料的球面、非球面和平面的反射镜等高精度、外表高度光洁的零件。
二、精密零件加工
精密零件加工精度以纳米,甚至后以原子单位(原子晶格距离为0.1~0.2纳米)为目标时,**精密零件切削加工方法已不能适应,必要借助特种精密零件加工的方法,即应用化学能、电化学能、热能或电能等,使这些能量追赶原子间的联合能,从而去除工件外表的部分原子间的附着、联合或晶格变形,以达到**精密加工的目的。属于这类加工的**械化学抛光、离子溅射和离子注入、电子束曝射、激光束加工、金属蒸镀和分子束外延等。
关于精密零件加工有哪些特点,就介绍到这了。如需了解更多可联系我们在线客服。

精密机械加工时应该注意哪些问题
数控机床在进行批量加工精密机械零件时,尤其要注意加工的精度,那么精密机械加公时应该注意哪些问题呢?下面由小编从以下三方面来给大家介绍下:
一、批量零件加工精度差,一般是由于安装调整时,各轴之间的进给动态根据误差没调好,或由于使用磨损后,机床各轴传动链有了变化。可经过重新调整及修改间隙补偿量来解决。
当动态跟踪误差过大而报警时,可检查:伺服电动机转速是否过高。位置检测元件是否良好。位置反馈电缆接插件是否接触良好。相应的模拟量输出锁存器、增益电位器是否良好。相应的伺服驱动装置是否正常。
二、机床运动时**调引起加工精度不好,可能是加、减速时间太短,可适当延长速度变化时间。也可能是伺服电动机与丝杠之间的连接松动或刚性太差,可适当减小位置环的增益。
三、两轴联动时的圆度**差
(1)圆的轴向变形
这种变形可能是机械未调整好造成的。轴的定位精度不好,或是丝杠间隙补偿不当,会导致过象**产生圆度误差。
(2)斜椭圆误差
这时应首先检查各轴的位置偏差值。如果偏差过大,可调整位置环增益来排除。然后检查旋转变压器或感应同步器的接口板是否调好,再检查机械传动副间隙是否太大,间隙补偿是否合适。
步骤内容:
(1)分析研究产品的装配图和零件图。
(2)确定毛坯。
(3)拟定工艺路线,选择定位基面。
(4)确定各工序所采用的设备。
(5)确定各工序所采用的刀具、夹具、量具和工具。
(6)确定各主要工序的技术要求及检验方法。
(7)确定各工序的加工余量,计算工序尺寸和公差。
(8)确定切削用量。
(9)确定工时定额。
-/gbaiieg/-
在机型使用时主要是调质处理后用于其制造过程中其速运动的机械零部件,比如其机床齿轮、轴、蜗杆等。调质并高频表面淬火后用于制造表面高硬度、耐磨的零部件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆等。
经淬火及中温回火后用于制造重载、中速运动的机械零部件,如油泵转子、滑块、齿轮、主轴等。经淬火及低温回火后用于制造重载、低冲击、耐磨的机械零部件,如蜗杆、主轴、轴等。碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮等。
大型机械加工采用45#的优势
45#是优质碳素结构钢,是目前常用的中碳调质钢。
在进行操作的过程中会具有非常良好的综合力学性能,在进行使用时其低淬透性,水淬时*产生裂纹,焊接件焊前需先进行预热,焊后需进行退火。
主要用于:制造高强度的机械运动零件,如叶轮、活塞、轴、齿轮、齿条、蜗杆等。
http://1688laser.b2b168.com