加工材材料金属,非金属
加工方式CNC,车铣钻磨
可否来图加工可以
可否打样可以
交货时间1-3天
可否开发票可以
立匠精密是一家集设计、开发、制造、内销外贸服务为一体的机械制造企业。
目前以承接机械零部件加工为主,主要加工设备有:东芝大型立车、6轴5联动落地镗铣加工中心、单立柱立式车铣复合加工中心、东芝龙门五面体加工中心、丰田卧式双工位加工中心、曼德利立卧转换五面体加工中心、现代卧式镗铣加工中心、数控龙门铣床、镗床、龙门刨床,平面磨床等,设备共计40多台,因此本厂具备承接大批量加工的生产能力,为客户提供足够的生产供给。
本厂严格按照新的ISO9001-2008质量体系进行质量管理,本着全心全意为客户服务,真诚地期待与各界朋友建立长期的合作关系。经过多年的发展,立匠精密的诚信、实力和产品质量获得业界的普遍认可,欢迎各界朋友莅临参观、指导和来图定制加工等业务洽谈。
立匠精密与您共创辉煌.
业 务 范 围
1.专业设计绘图
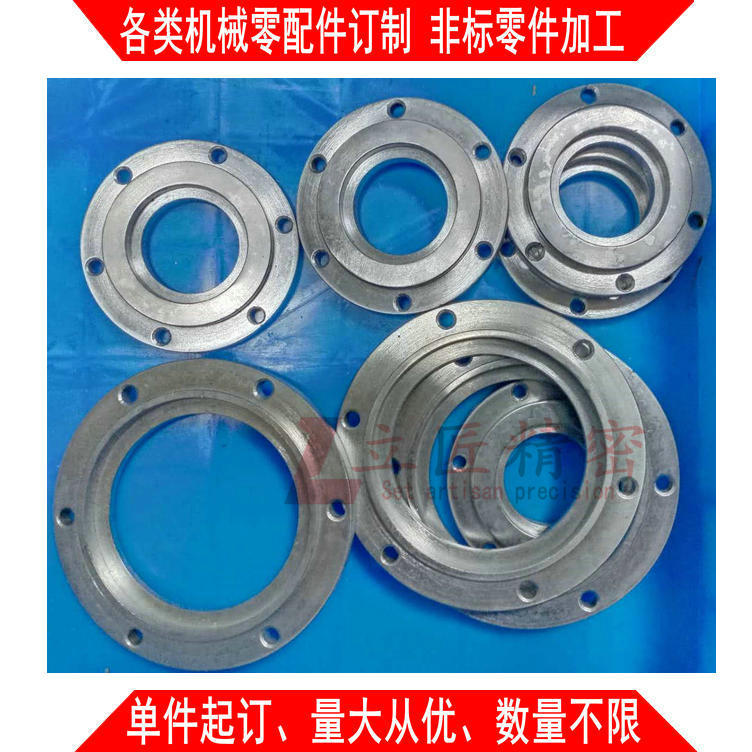
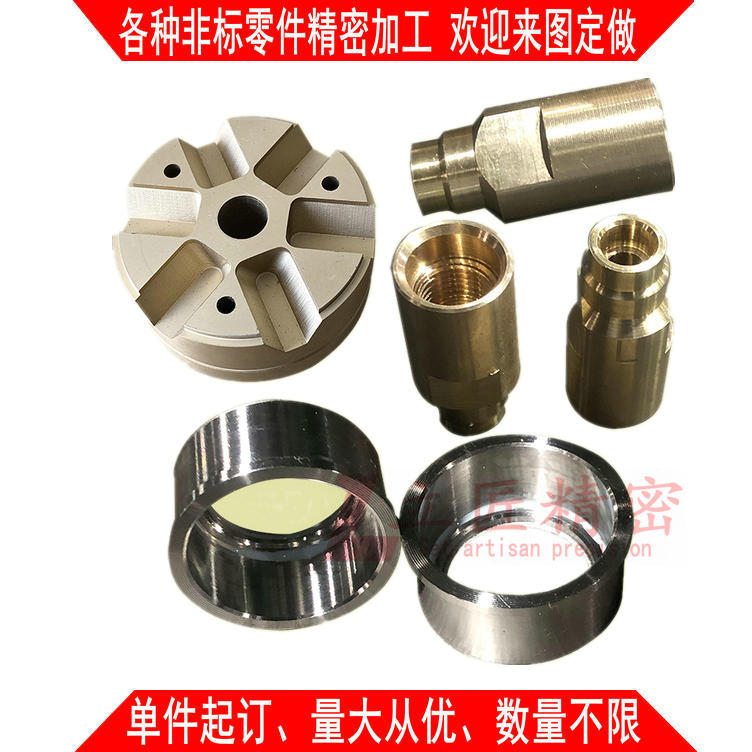
2.各类机械零配件订制,非标零件加工,夹具治具,车铣磨锣零件加工
3.钣金件制作(折弯,焊接,激光刻字等)
4.金属表面处理工艺(普通阳极、硬质阳极、导电阳极、彩色阳极、发黑、镀铬、镀镍、镀铜、白锌、彩锌、热处理等工艺
5.可开增票及,税金另计。
主 加 工 设 备
数控车床、车铣复合,普铣、磨床、火花机,线切割、深孔钻,电脑锣(CNC),激光雕刻机,数控雕刻机,折弯机,焊接机,超声波清洗机等设备
加 工 材 料
金属类:黄铜,紫铜、不锈钢、铝合金、45号钢、40CR、易车铁、Q235等。
非金属类:FR4、PE、PP、POM、尼龙、聚四氟乙烯、ABS、亚克力等各种塑胶.
加 工 数 量
数量不限(1件也行),量大从优.

机械加工工艺流程是工件或者零件制造加工的步骤,采用机械加工的方法,直接改变毛坯的形状、尺寸和表面质量等,使其成为零件的过程称为机械加工工艺流程。比如一个普通零件的加工工艺流程是粗加工-精加工-装配-检验-包装,就是个加工的笼统的流程。
机械加工工艺就是在流程的基础上,改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品,是每个步骤,每个流程的详细说明,比如,上面说的,粗加工可能包括毛坯制造,打磨等等,精加工可能分为车,钳工,铣床,等等,每个步骤就要有详细的数据了,比如粗糙度要达到多少,公差要达到多少。
技术人员根据产品数量、设备条件和工人素质等情况,确定采用的工艺过程,并将有关内容写成工艺文件,这种文件就称工艺规程。这个就比较有针对性了。每个厂都可能不太一样,因为实际情况都不一样。
总的来说,工艺流程是纲领,加工工艺是每个步骤的详细参数,工艺规程是某个厂根据实际情况编写的特定的加工工艺。
机械加工工艺流程
机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。

精密机械加工时应该注意哪些问题
数控机床在进行批量加工精密机械零件时,尤其要注意加工的精度,那么精密机械加公时应该注意哪些问题呢?下面由小编从以下三方面来给大家介绍下:
一、批量零件加工精度差,一般是由于安装调整时,各轴之间的进给动态根据误差没调好,或由于使用磨损后,机床各轴传动链有了变化。可经过重新调整及修改间隙补偿量来解决。
当动态跟踪误差过大而报警时,可检查:伺服电动机转速是否过高。位置检测元件是否良好。位置反馈电缆接插件是否接触良好。相应的模拟量输出锁存器、增益电位器是否良好。相应的伺服驱动装置是否正常。
二、机床运动时**调引起加工精度不好,可能是加、减速时间太短,可适当延长速度变化时间。也可能是伺服电动机与丝杠之间的连接松动或刚性太差,可适当减小位置环的增益。
三、两轴联动时的圆度**差
(1)圆的轴向变形
这种变形可能是机械未调整好造成的。轴的定位精度不好,或是丝杠间隙补偿不当,会导致过象**产生圆度误差。
(2)斜椭圆误差
这时应首先检查各轴的位置偏差值。如果偏差过大,可调整位置环增益来排除。然后检查旋转变压器或感应同步器的接口板是否调好,再检查机械传动副间隙是否太大,间隙补偿是否合适。

步骤内容:
(1)分析研究产品的装配图和零件图。
(2)确定毛坯。
(3)拟定工艺路线,选择定位基面。
(4)确定各工序所采用的设备。
(5)确定各工序所采用的刀具、夹具、量具和工具。
(6)确定各主要工序的技术要求及检验方法。
(7)确定各工序的加工余量,计算工序尺寸和公差。
(8)确定切削用量。
(9)确定工时定额。
-/gbaiieg/-
为了减少机械加工误差,需对产生误差的各项原始误差进行分析,根据不同情况对造成加工误差的主要原始误差采取不同的措施。施工图纸的多方位考虑是基本的。一个好的机械设计产品,必须有非常精确且多方面考虑的意识在里面。将原始误差降到。
尽努力提升加工机械产品时用到的机床、夹具以及量具等部件的几何精度,并对工艺系统中因受热、切削力以及内应力所引起的变形进行控制等都属于减少原始误差的手段。对那些精密零件进行加工过程中,为了减少原始误差,应竭尽全力来提升精密机床的刚度及精度。此外还有两个为巧妙地方法:转移原始误差和误差补偿法。
转移原始误差,实质上就是要将原始误差从误差敏感方向转移到误差非敏感方向上去。各种原始误差反映到零件加工误差上的程度与其是否在误差敏感方向上有着直接的关系。如果在加工过程中能够设法将原始误差转移到加工误差的非敏感方向,则可提高加工精度。
对工艺系统的一些原始误差,可以采取误差补偿的方法来控制其对零件加工误差的影响;实施误差补偿,就是要人为地制造出一种新的原始误差,从而补偿或抵消原来工艺系统中固有的原始误差,以达到减少加工误差、提高加工精度的目的。
http://1688laser.b2b168.com