焊接方法对焊
焊接工件材质铝
打样周期1-3天
加工周期1-3天
年较大加工能力1000000
年剩余加工能力1000000
工件类型钣金
货号168836886688
能量来源激光
承接加工范围全国
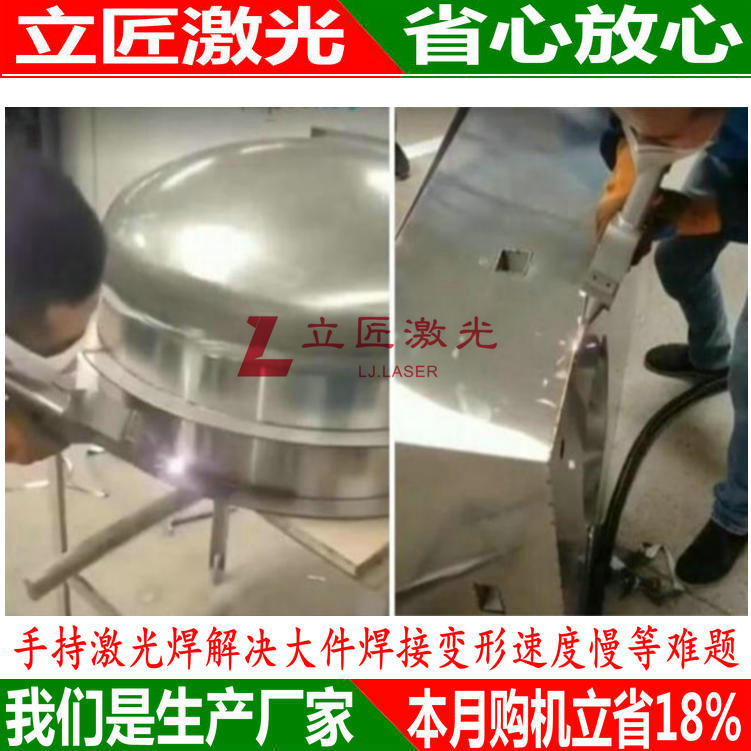
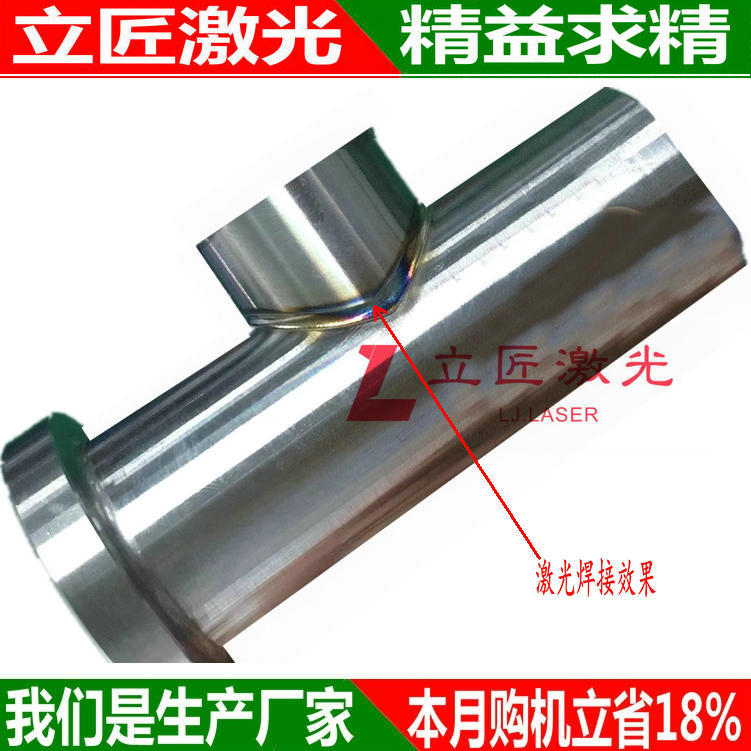
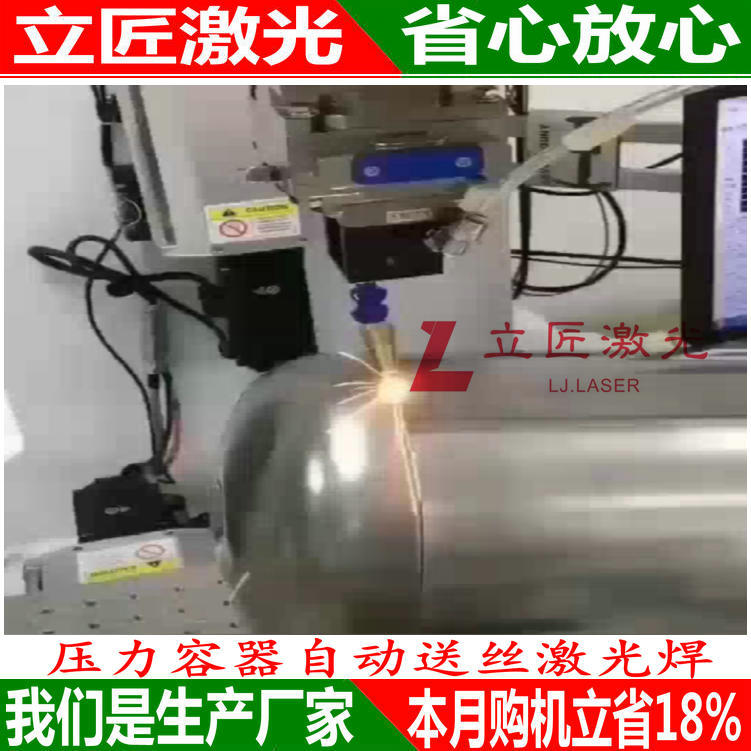
激光焊接方式:
点焊(单点或等距离间隔点)、穿透焊(不锈钢可达各3mm厚的直接穿透)、重叠焊、环焊、对接焊、密封焊等。工作幅面大(1000mm*800mm),焊接厚度为0.08mm~3.0mm。
适用材料:
1、不锈钢316 304 430 201 两块叠在一起可达各1mm以下厚的直接击穿焊接、对接焊可两块拼在一起可达各3mm以下厚的直接拼在一焊,密封焊厚度在0.3mm—3mm的范围均可焊接,以上焊接拉力可达2吨,密封压力测试可达20公斤;
2、铁 工艺及参数跟不锈钢一样;
3、钢 工艺及参数跟不锈钢一样;
4、铜 59 62铜外其它铜都可以解决;
5、铝 1系、2系、3系、4系、5系、6系、7系的都可以轻松焊接;
6、钛 可以解决;
7、钼 可以解决;
8、钨 不能焊接;
9、其它金属均可焊接,就不列举了
10、可以混和焊接的:白铜跟不锈钢、镀锌、镀镍等

功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
脉冲宽度
脉宽是脉冲焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。

公司团队:
1、总工程师在日本技术型公司激光焊接资历10年,对客户提供的图纸及待开发原样品有较强的开发能力,有很多客户在此开发成功并量产,总工程师对产品的自动化量产的工装及组生产线有*到的经验;
机器操作工程师
2、对产品的各种材料、材料的属性、及混和焊接、平面及异型焊接、产品外观、拉力、产品生产缺陷及控制把握经验丰富,除非材料问题,基本能达到零缺陷;
3、产品检验及包装人员 有着丰富的检验经验并能及时与生产沟通改善,将作业指导书执行到位,保证产品出货达到良率标准;

选择立匠激光焊接加工的五大理由:
一、专业的焊接加工服务商:我公司为专业焊接技术服务商,专业焊接加工和工艺研发!
二、机器设备;公司拥有*的焊接机30多台!
三、焊接技师,专业的焊接技术团队;(欧克激光焊接加工中心马经理焊接工程师出身,经常参加焊接行业研讨会,是广东省焊接行业*人物,对焊接整个流程非常有经验,同时高薪聘请的都是专业的焊接师傅,带领培养了一批特色、高效的技术团队!)
四、大规模的正规公司的管理模式;(正规大型工业园厂房、详分的数个部门,公司下设客服部、业务部、工程部、生产部、行政部、车辆送货部等等,公司正规化管理、非作坊式、铺面式小加工)
五、服务口碑深入人心:珠三角内我们可上门取送货,有专业的车辆人员服务。客服技术专线随时接受咨询,免费打样。
http://1688laser.b2b168.com