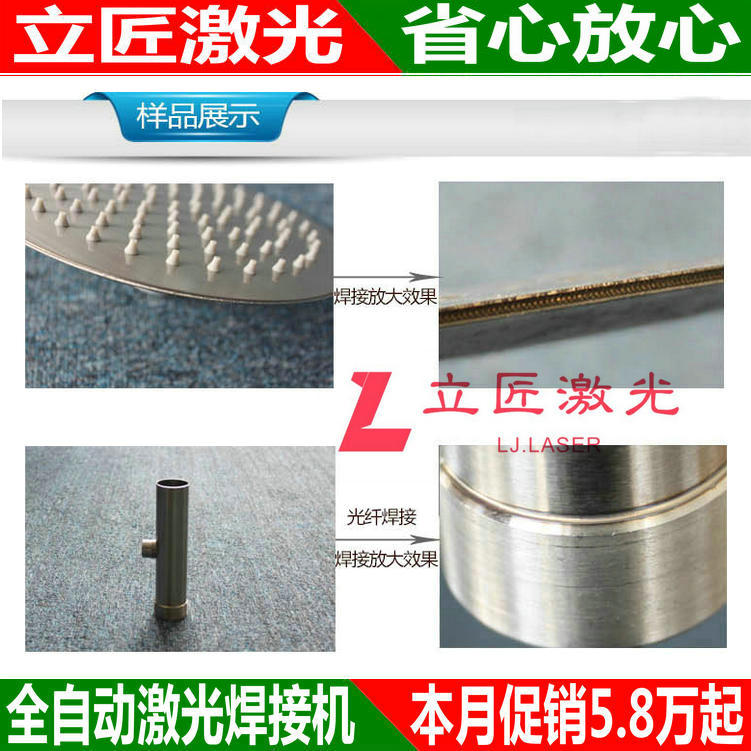
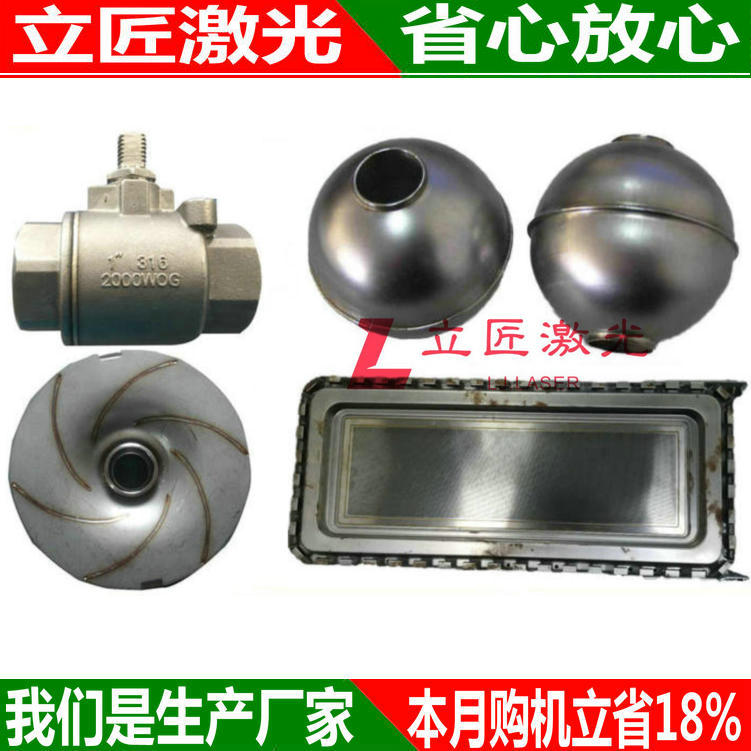
焊接方法对焊
焊接工件材质铝
打样周期1-3天
加工周期1-3天
年较大加工能力1000000
年剩余加工能力1000000
工件类型钣金
货号168836886688
能量来源激光
承接加工范围全国
选择立匠激光焊接加工的五大理由:
一、专业的焊接加工服务商:我公司为专业焊接技术服务商,专业焊接加工和工艺研发!
二、机器设备;公司拥有*的焊接机30多台!
三、焊接技师,专业的焊接技术团队;(欧克激光焊接加工中心马经理焊接工程师出身,经常参加焊接行业研讨会,是广东省焊接行业*人物,对焊接整个流程非常有经验,同时高薪聘请的都是专业的焊接师傅,带领培养了一批特色、高效的技术团队!)
四、大规模的正规公司的管理模式;(正规大型工业园厂房、详分的数个部门,公司下设客服部、业务部、工程部、生产部、行政部、车辆送货部等等,公司正规化管理、非作坊式、铺面式小加工)
五、服务口碑深入人心:珠三角内我们可上门取送货,有专业的车辆人员服务。客服技术专线随时接受咨询,免费打样。

激光焊接工艺:
1、激光能量、焊接速度、脉宽和焦距等焊接参数调节恰当,以确保焊接牢固性。
2、激光能量调节恰当,保证焊接强度和焊点外观及不能烧坏元器件;

激光焊接的优势为:
1、机器激光发射稳定,能量恒定;
2、焊点不会忽大忽小变化 ——忽大忽小变化会影响外观,因为以一个位置为参照系,变大会焊到去,变小则焊不到应该连接的地方;
3、焊点不会忽深忽浅变化 ——忽深忽浅变化会影响焊接强度,因为焊太深会击穿产品背面,焊太浅会造成虚焊,没有焊上;
4、工作台为四维自动CNC+旋转焊接,速度快,XY轴行程为1000*800mm;

焊接方法
电阻焊
它用来焊接薄金属件,在两个电极间夹紧被焊工件通过大的电流熔化电极接触的表面,即通过工件电阻发热来实施焊接。工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者光束还可进入常规焊难以焊及的区域,焊接速度快。
氩弧焊
使用非消耗电极与保护气体,常用来焊接薄工件,但焊接速度较慢,且热输入比激光焊大很多,易产生变形。
等离子弧焊
与氩弧类似,但其焊炬会产生压缩电弧,以提高弧温和能量密度,它比氩弧焊速度快、熔深大,但逊于激光焊。
电子束焊
它靠一束加速高能密度电子流撞击工件,在工件表面很小密积内产生巨大的热,形成"小孔"效应,从而实施深熔焊接。电子束焊的主要缺点是需要高真空环境以防止电子散射,设备复杂,焊件尺寸和形状受到真空室的限制,对焊件装配质量要求严格,非真空电子束焊也可实施,但由于电子散射而聚焦不好影响效果。电子束焊还有磁偏移和X射线问题,由于电子带电,会受磁场偏转影响,故要求电子束焊工件焊前去磁处理。X射线在高压下特别强,需对操作人员实施保护。激光焊则不需 真空室和对工件焊前进行去磁处理,它可在大气中进行,也没有防X射线问题,所以可在生产线内联机操作,也可焊接磁性材料。
http://1688laser.b2b168.com