激光焊接机价格 继续以较高速度增长
发货地址:湖北省武汉市东西湖区
产品数量:9999.00台
价格:¥58000.00 元/台 起
是否进口否
品牌立匠
用途焊接
电流交流
作用对象金属
作用原理脉冲
产品别名激光焊接设备
焦斑直径2mm
激光焊接深度3mm
激光器上下行程500mm
连击时激光焊接频率12000HZ
是否跨境货源否
焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是我们未来开展研究的重要方向。我们应开展控制方法方面的研究,包括线性和各种非线性控制。代表性的是焊接过程的模糊控制、神经网络控制,以及*系统的研究。

脉冲波形
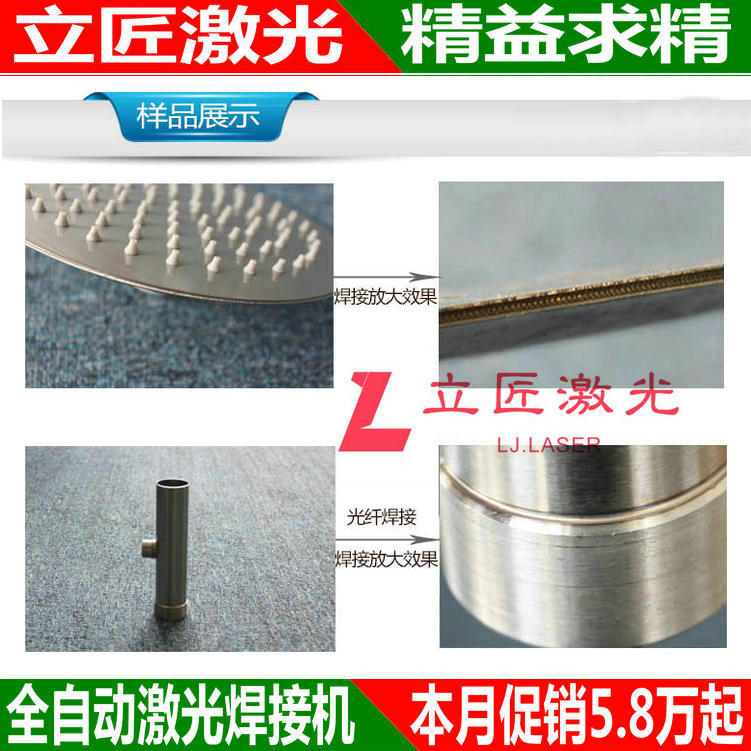
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
电子束焊
它靠一束加速高能密度电子流撞击工件,在工件表面很小密积内产生巨大的热,形成"小孔"效应,从而实施深熔焊接。电子束焊的主要缺点是需要高真空环境以防止电子散射,设备复杂,焊件尺寸和形状受到真空室的限制,对焊件装配质量要求严格,非真空电子束焊也可实施,但由于电子散射而聚焦不好影响效果。电子束焊还有磁偏移和X射线问题,由于电子带电,会受磁场偏转影响,故要求电子束焊工件焊前去磁处理。X射线在高压下特别强,需对操作人员实施保护。激光焊则不需 真空室和对工件焊前进行去磁处理,它可在大气中进行,也没有防X射线问题,所以可在生产线内联机操作,也可焊接磁性材料。
离焦量的影响
因为激光焦点处光斑中心的功率密度过高,*蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
http://1688laser.b2b168.com









